
盐城西门子S7-200代理商

盐城西门子S7-200代理商
1 . X 、 Y 、 M 、 T 、 C 等器件的触点可多次重复使用
2 .梯形图每一行都是从左边母线开始,线圈接在右边
3 .线圈不能直接与左边的母线相连
4 .同一编号的线圈在一个程序中
使用两次称为双线圈输出,双线圈输出容易引起误操作,应避免线圈重复使用。
5 .梯形图必须符合顺序执行的原则,即从左到右,从上到下地执行。如不符合顺序执行的电路不能直接编程。图 7.28 所示的桥式电路梯形图就不能直接编程。
6 .在梯形图中串联触点和并联触点使用的次数没有限制,但由于梯形图编程器和打印机的限制,所以建议串联触点一行不超过 10 个 ,并联连接的次数不超过 24 行。如图 7.29 所示。
7 .两个或两个以上的线圈可以并联输出,但连续输出总共不超过 24 行
西门子KTP1200面板6AV2123-2MA03-0AX0
本操作说明适用于第 2 代伺服电机 SIMOTICS S-1FK7,下文称作 “1FK7"。
该操作说明介绍了组件知识,可以使相应的目标使用人群并安全地装配、安装、检测、调试、操作产品或系统以及查找、消除故障。
本操作说明提供从 1FK7 电机收货到废弃物处理等一系列相关信息。
1FK7 选型手册中包含附加信息。
使用电机前请务必阅读本操作说明。以确保电机安全、正常运行,并延长电机的使用寿命。
西门子会不断努力改善本操作说明内容的质量。
如果您发现任何错误或有任何改进建议,请联系西门子服务中心。
请始终遵守产品信息中的安全说明。
警示方案在封面页的背面介绍。
段落标记
除了为确保人身安全和避免财产损失必须注意的说明外,本文档中的文本还具有如下标记:
操作步骤
有规定顺序的操作步骤用以下图标表示:

箭头表示操作步骤从此处开始。
每个操作步骤都有一个编号。
请按照规定顺序完成各个操作步骤。

方框表示操作步骤在此结束。
没有规定顺序的操作步骤用实心圆圈项目符号表示:
执行此步骤。
列举
列举用实心圆圈项目符号表示。
- 第二级列表采用连字符格式。
提示
“提示"的表示方式为:
提示 “提示"是有关产品、产品操作或文档中相关章节的信息项。 它为您提供帮助或更多建议。 |
其它信息
通过下方的链接可获取有关以下主题的信息:
订购文档/印刷品一览
进入下载文档的链接
使用在线文档(查找搜索手册/信息)
对技术文档的疑问(如建议、修正)请发送电子邮件到以下地址:
My support
如何在西门子文档内容的基础上创建自定义文档,与自己的机床文档相匹配,请访问以下链接:
提示 如果想要使用该功能,必须先进行一次注册。 然后使用注册数据登录。 |
培训
通过以下链接可获取有关 SITRAIN 的信息 - 西门子为自动化产品、系统和解决方案制定的培训:
技术支持
第三方网页
本印刷品中包含至第三方网页的超链接。 西门子未对这些网页上的信息进行检查,对其已包含的内容和信息也不承担责任,因此西门子对这些网页上的内容不担责,并且不会采用这些网页及其内容。 若使用这些网页,用户须自行承担风险
| plc是应用面很广,发展非常迅速的工业自动化装置,在工厂自动化(FA)和计算机集成制造系统(CIMS)内占重要地位。的PLC功能,远不仅是替代传统的继电器逻辑。 PLC系统一般由以下基本功能构成:·多种控制功能·数据采集、存储与处理功能·通信联网功能·输入/输出接口调理功能·人机界面功能·编程、调试功能。 控制功能逻辑控制:PLC具有与、或、非、异或和触发器等逻辑运算功能,可以代替继电器进行开关量控制。 定时控制:它为用户提供了若干个电子定时器,用户可自行设定:接通延时、关断延时和定时脉冲等方式。 计数控制:用脉冲控制可以实现加、减计数模式,可以连接码盘进行位置检测。 顺序控制:在前道工序完成之后,就转入下一道工序,使一台PLC可作为多部步进控制器使用。 数据采集、存储与处理功能数学运算功能: 基本算术:加、减、乘、除。 扩展算术:平方根、三角函数和浮点运算。 比较:大于、小于和等于。 数据处理:选择、组织、规格化、移动和先入先出。 模拟数据处理:PID、积分和滤波。 输入/输出接口调理功能 具有A/D、D/A转换功能,通过I/O模块完成对模拟量的控制和调节。位数和精度可以根据用户要求选择。 具有温度测量接口,直接连接各种电阻或电偶。 通信、联网功能 现代PLC大多数都采用了通信、网络技术,有RS232或RS485接口,可进行远程I/O控制,多台PLC可彼此间联网、通信,外部器件与一台或多台可编程控制器的信号处理单元之间,实现程序和数据交换,如程序转移、数据文档转移、监视和诊断。 通信接口或通信处理器按标准的硬件接口或专有的通信协议完成程序和数据的转移。如西门子S7-200的Profibus现场总线口,其通信速率可以达到12Mbps。 在系统构成时,可由一台计算机与多台PLC构成“集中管理、分散控制”的分布式控制网络,以便完成较大规模的复杂控制。通常所说的SCADA系统,现场端和远程端也可以采用PLC作现场机。人机界面功能提供操作者以监视机器/过程工作必需的信息。允许操作者和PC系统与其应用程序相互作用,以便作决策和调整。 实现人机界面功能的手段:从基层的操作者屏幕文字显示,到单机的CRT显示与键盘操作和用通信处理器、专用处理器、个人计算机、工业计算机的分散和集中操作与监视系统。编程、调试等使用复杂程度不同的手持、便携和桌面式编程器、工作站和操作屏,进行编程、调试、监视、试验和记录,并通过打印机打印出程序文件 |
| 1、类故障点(也是故障多的地点)在继电器、接触器。 如生产线plc控制系统的日常维护中,电气备件消耗量大的为各类继电器或空气开关。主要原因除产品本身外,就是现场环境比较恶劣,接触器触点易打火或氧化,然后发热变形直至不能使用。所以减少此类故障应尽量选用高性能继电器,改善元器件使用环境,减少更换的频率,以减少其对系统运行的影响。 2、第二类故障多发点在阀门或闸板这一类的设备上。 因为这类设备的关键执行部位,相对的位移一般较大,或者要经过电气转换等几个步骤才能完成阀门或闸板的位置转换,或者利用电动执行机构推拉阀门或闸板的位置转换,机械、电气、液压等各环节稍有不到位就会产生误差或故障。长期使用缺乏维护,机械、电气失灵是故障产生的主要原因,因此在系统运行时要加强对此类设备的巡检,发现问题及时处理。我厂对此类设备建立了严格的点检制度,经常检查阀门是否变形,执行机构是否灵活可用,控制器是否有效等,很好地保证了整个控制系统的有效性。 3、第三类故障点可能发生在开关、极限位置、安全保护和现场操作上的一些元件或设备上。 其原因可能是因为长期磨损,也可能是长期不用而锈蚀老化。对于这类设备故障的处理主要体现在定期维护,使设备时刻处于完好状态。对于限位开关尤其是重型设备上的限位开关除了定期检修外,还要在设计的过程中加入多重的保护措施。 4、第四类故障点可能发生在PLC系统中的子设备。 这类设备如接线盒、线端子、螺栓螺母等处。这类故障产生的原因除了设备本身的制作工艺原因外还和安装工艺有关,如有人认为电线和螺钉连接是压的越紧越好,但在二次维修时很容易导致拆卸困难,大力拆卸时容易造成连接件及其附近部件的损害。长期的打火、锈蚀等也是造成故障的原因。根据工程经验,这类故障一般是很难发现和维修的。所以在设备的安装和维修中一定要按照安装要求的安装工艺进行,不留设备隐患。 5、第五类故障点是传感器和仪表。 这类故障在控制系统中一般反映在信号的不正常。这类设备安装时信号线的屏蔽层应单端可靠接地,并尽量与动力电缆分开敷设,特别是高干扰的变频器输出电缆。这类故障的发现及处理也和日常点巡检有关,发现问题应及时处理。 6、第六类故障主要是电源、地线和信号线的噪声(干扰)。 问题的解决或改善主要在于工程设计时的经验和日常维护中的观察分析。 尽管PLC是专门在现场使用的控制装置,在设计制造时已采取了很多措施,使它对工业环境比较适应,但是为了确保整个系统稳定可靠,还是应当尽量使PLC有良好的工作环境条件, 并采取必要的抗干扰措施 |
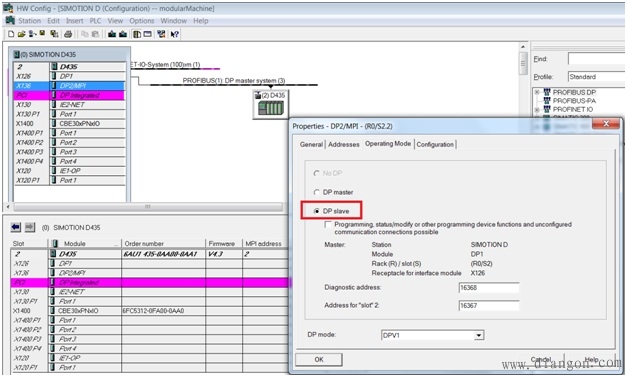
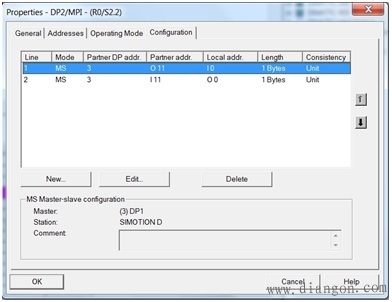
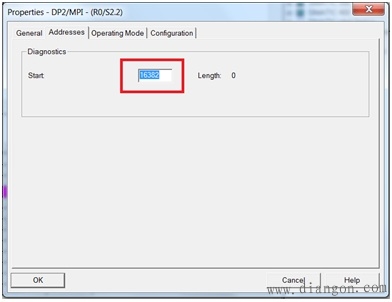
| 通过执行_setDpSlaveAddress程序可以实现SIMOTION的DP从站地址修改。 实现方法: (1)首先打开HW config 硬件组态,配置接口为DP从站:
|
- 淮安西门子S7-200代理商 2024-05-08
- 连云港西门子S7-200代理商 2024-05-08
- 南通西门子S7-200代理商 2024-05-08
- 苏州西门子S7-200代理商 2024-05-08
- 常州西门子S7-200代理商 2024-05-08
- 徐州西门子S7-200代理商 2024-05-08
- 无锡西门子S7-200代理商 2024-05-08
- 南京西门子S7-200代理商 2024-05-08
- 江苏西门子S7-200代理商 2024-05-08
- 绥化西门子S7-200代理商 2024-05-08
- 黑河西门子S7-200代理商 2024-05-08
- 牡丹江西门子S7-200代理商 2024-05-08
- 七台河西门子S7-200代理商 2024-05-08
- 佳木斯西门子S7-200代理商 2024-05-08
- 伊春西门子S7-200代理商 2024-05-08