
苏州西门子S7-200代理商

苏州西门子S7-200代理商
一、plc控制系统的安装 1.PLC控制系统对布线的要求 1) 对PLC主机电源的配线应使用双绞线,并与动力线分开。 2)接地端子必须接地,接地线必须使用2mm2以上的导线。 3)输出/输入线应与动力线及其它控制线分开走线。 4)传递模拟量的信号线应使用屏蔽线,一端接地。 5)基本单元和扩展单元间传输要采用厂家提供的专用连接线。 6)所有配线必须使用压接端子或单线。 7)系统的动力线应足够粗。 2.输出/输入对工作环境的要求:按《操作手册》的要求执行。 二、PLC控制系统的调试及试运行的操作 1.调试前的操作 1)在通电前,认真检查电源线、接地线、输出/输入线是否正确连接,各接线端子螺丝是否拧紧。 2)在断电情况下,将编程器或带有编程软件的PC机等编程外围设备通过通讯电缆和PLC的通讯接口连接。 3)接通PLC电源,确认“PWR”电源指示LED点亮。将PLC的模式设定为“编程”状态。 4)写入程序,检查控制梯形图的错误和文法错误。 2.调试及试运行:进入调试及试运行阶段,调试分为模拟调试和联机调试。 三、PLC控制系统的维护 应做好定期的常规维护、检修工作。以每六个月到一年一次为宜,若外部环境较差时,可视具体情况缩短检修时间。 ▲PLC日常维护检修的项目为: 1.供给电源 在电源端子上判断电压是否在规定范围之内。 2.周围环境 周围温度、湿度、粉尘等是否符合要求。 3.输入/输出电源 在输入/输出端子上测量电压是否在基准范围内。 4.各单元是否安装牢固,外部配线螺丝是否松动,连接电缆有否断裂老化。 5.输出继电器 输出触点接触是否良好。 6.锂电池 PLC内部锂电池寿命一般为三年,应经常注意 |
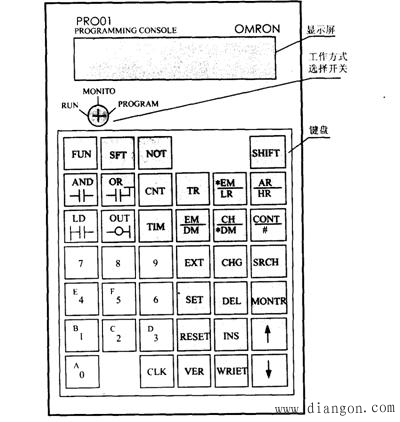
编程器CQM1 一PRO01 为手持式编程器,其面板布置如图1所示。
图1 编程器CQM1 一PRO01 的面板布置 1 . 液晶显示屏 液晶显示屏由两行液晶显示块组成,每行16 个显示块,每块为8 X6 点阵液晶(可显示1 个字符)。用于显示用户程序存储器地址以及继电器和计数器/定时器状态等信息。 2 .工作方式选择开关 工作方式选择开关设有编程、监控、运行3 个工作位,各种工作方式的功能如下所述。 ⑴ 运行方式(RUN )下可运行用户程序,此时不能进行修改程序等操作,但可查询。 ⑵ 监控方式(MONITOR )时用户程序处于运行状态,此时可对运行状态进行监控,但不能改变程序。 ⑶ 编程方式(PROGRAM )时可对程序进行修改、输入等操作。 要特别注意的是,当主机没接编程器等外围设备时,上电后plc 自动处于运行方式。因此在对PLC 中的用户程序不了解时,一定要把方式选择开关置于编程位,避免一上电就运行程序而造成事故。当主机接有编程器时,上电后的工作方式取决于方式选择开关的位置。 3 .键盘 键盘由39 个键组成,各键区的组成及主要功能为: ▲10 个白色的数字键组成数字键区,用该区键输入程序地址或数据,配合FUN 键可以形成有指令码的应用指令。 ▲16 个灰色键组成指令键区,该区键用于输入指令。 ▲12 个黄色键组成编辑键区,用于输入、修改、查询程序及监控程序的运行。 ▲1 个红色清除键,用于清除显示屏的显示。 指令键区、编辑键区各键的功能如下: ⑴ 功能键FUN 配合数字键可输入有代码的指令。例如输入MOV 指令时,依此按下FUN 、C2 、B1 键时,即显示出MOV ( 21 )指令。 ⑵ 利用SFT 、NOT 、AND 、OR 、LD 、OUT 、CNT 、TIM 键可直接输入相应的基本指令。 ⑶ WRITE 是写入键,每输入一条指令或一个数据都要按一次该键。 ⑷ 利用数据区键TR 、可以确定指令的数据区。 ⑸ SET 、RESET 是置位、复位键。在输入置位、复位指令或调试程序时进行强制置位、复位时用。 ⑹ 上档键SHIFT 与有上档功能的键配合可形成上档功能。 ⑺ 清除键CLR ,用于清除显示屏的显示内容。 ⑻ 插入键INS ,用于插入指令。 ⑼ 删除键DEL ,用于删除指令。 ⑽ ↑、↓是改变地址键。按↑键地址减小,按↓键地址增加。 ⑾ 修改键CHG ,在修改TIM / CNT 的设定值,修改DM 等通道内容时使用。 ⑿ 监控键MONTR ,用于监控通道或位的状态。 ⒀ 检索键SRCH ,在检索指令或程序时用。 ⒁ 校验键VER ,在校验磁带机上的程序与PLC 内的程序是否相同时用。 ⒂ 外引键EXT ,利用磁带机存储程序时使用该键。 |
对于各种开关量控制系统,一般可分为按联锁控制和按变化参量控制。
⒈ 联锁控制:用反映某一运动的联锁信号(触点)去控制另一运动相应的电路,实现两个运动的相互制约,达到联锁控制的要求。其关键是正确地选择和使用联锁信号。
⒉ 变化参量控制:用反映运动状态的物理量(如行程、时间、速度、数字、压力、温度等),来实现生产过程的控制。这种控制方式常用于生产过程的自动化控制中。
一、联锁控制
1.不能同时发生运动间的联锁控制
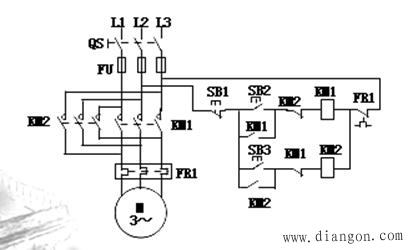
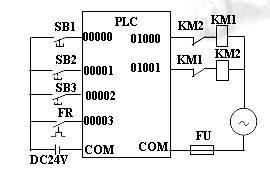
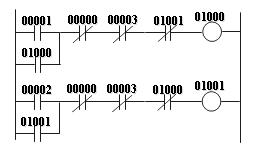
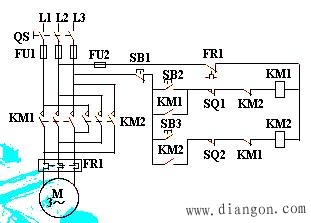
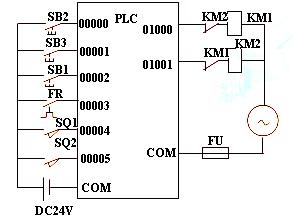
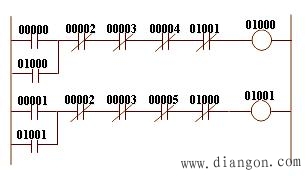
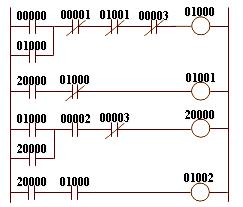
例:电动机正反转控制
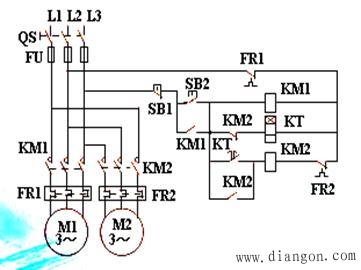
2.互为条件运动的联锁控制
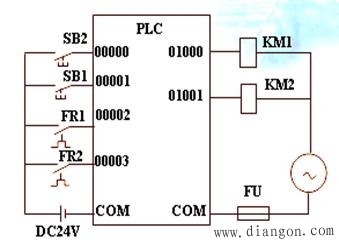
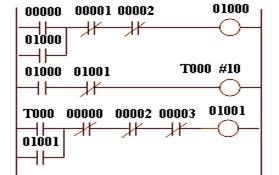
例:两台电动机顺序起动
▲考虑FR触点的接法
1)常闭触点;
2)触点外接。
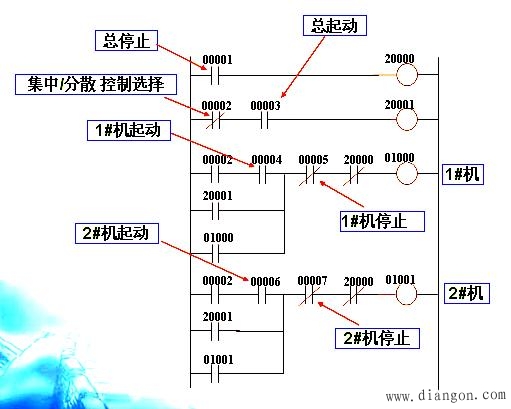
3.不同控制方式运动间的联锁控制
例:集中控制与分散控制
二、按变化参量控制
1.行程控制
例:自动限位控制
2.时间控制
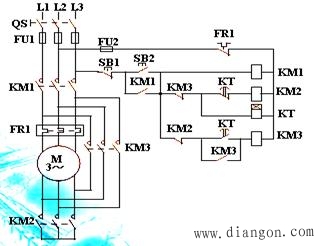
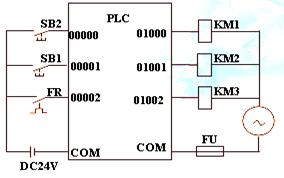
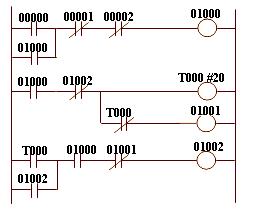
例:Y-Δ减压起动
考虑定时器的调整
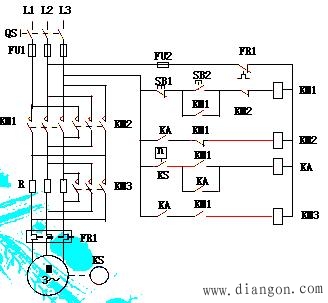
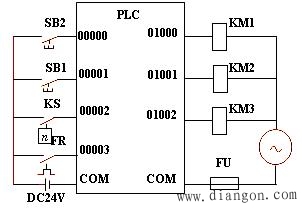
3.速度控制
例:串电阻减压起动和反接制动
4.计数控制
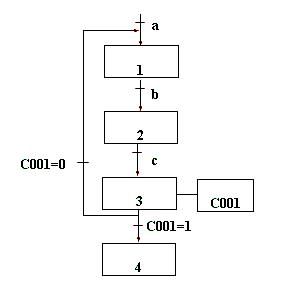
① 当状态3有效时,计数器计数(减1),若计数次数未到设定值,C001=0,返回到状态1,继续循环;
② 当状态3有效时,计数器计数(减1),若计数次数到达设定值,C001=1,则跳出循环,转到状态4。
- 常州西门子S7-200代理商 2024-05-08
- 徐州西门子S7-200代理商 2024-05-08
- 无锡西门子S7-200代理商 2024-05-08
- 南京西门子S7-200代理商 2024-05-08
- 江苏西门子S7-200代理商 2024-05-08
- 绥化西门子S7-200代理商 2024-05-08
- 黑河西门子S7-200代理商 2024-05-08
- 牡丹江西门子S7-200代理商 2024-05-08
- 七台河西门子S7-200代理商 2024-05-08
- 佳木斯西门子S7-200代理商 2024-05-08
- 伊春西门子S7-200代理商 2024-05-08
- 大庆西门子S7-200代理商 2024-05-08
- 双鸭山西门子S7-200代理商 2024-05-08
- 鹤岗西门子S7-200代理商 2024-05-08
- 鸡西西门子S7-200代理商 2024-05-08