

西门子6GK7243-1EX01-0XE0安装调试
处理速度:
PLC采用扫描工作。从实时性要求来看,处理速度应越快越好,如果时间小于扫描时间,则PLC将扫描不到该,造成数据的丢失。
处理速度与用户程序的长度、CPU处理速度、等有关。目前,PLC接点的响应快、速度高,每条二进制指令执行时间约0.2~0.4Ls,因此能适应控制要求高、相应要求快的应用需要。扫描周期(处理器扫描周期)应:小型PLC的扫描时间不大于0.5ms/K;大中型PLC的扫描时间不大于0.2ms/K。

西门子一级代理商--机型的选择:
(一)PLC的类型
PLC按结构分为整体型和模块型两类,按应用分为现场安装和控制室安装两类;按CPU字长分为1位、4位、8位、16位、32位、64位等。从应用角度出发,通常可按控制功能或输入输出点数选型。
整体型PLC的I/O点数固定,因此用户选择的余地较小,用于小型控制;模块型PLC提供多种I/O卡件或插卡,因此用户可较合理地选择和配置控制的I/O点数,功能扩展方便灵活,一般用于大中型控制。
(二)输入输出模块的选择
输入输出模块的选择应考虑与应用要求的统一。例如对输入模块,应考虑电平、传输距离、隔离、供电等应用要求。对输出模块,应考虑选用的输出模块类型,通常继电器输出模块具有价格低、使用电压范围广、寿命短、响应时间较长等特点;可控硅输出模块适用于开关,电感性低功率因数负荷,但价格较贵,过载能力较差。输出模块还有直流输出、交流输出和模拟量输出等,与应用要求应一致。
可根据应用要求,合理选用智能型输入输出模块,以便控制水平和应用成本。
考虑是否需要扩展机架或远程I/O机架等。

(三)电源的选择
PLC的供电电源,除了引进设备时同时引进PLC应根据产品说明书要求设计和选用外,一般PLC的供电电源应设计选用220VAC电源,与国内电网电压一致。重要的应用,应采用不间断电源或稳压电源供电。
如果PLC本身带有可使用电源时,应核对提供的电流是否应用要求,否则应设计外接供电电源。为防止外部高压电源因误操作而引入PLC,对输入和输出的隔离是必要的,有时也可采用简单的二极管或熔丝管隔离。
(四)存储器的选择
由于计算机集成芯片技术的发展,存储器的价格已下降,因此,为保证应用项目的正常投运,一般要求PLC的存储器容量,按256个I/O点至少选8K存储器选择。需要复杂控制功能时,应选择容量更大,档次更高的存储器。
(五)冗余功能的选择
1.控制单元的冗余
(1)重要的单元:CPU(包括存储器)及电源均应1B1冗余。
(2)在需要时也可选用PLC硬件与热备构成的热备冗余、2重化或3重化冗余容错等。
2.I/O接口单元的冗余
(1)控制回路的多点I/O卡应冗余配置。
(2)重要检测点的多点I/O卡可冗余配置。3)根据需要对重要的I/O,可选用2重化或3重化的I/O接口单
(六)经济性的考虑
选择PLC时,应考虑性能价格比。考虑经济性时,应同时考虑应用的可扩展性、可操作性、投入产出比等因素,进行比较和兼顾,终选出较满意的产品。
输入输出点数对价格有直接影响。每一块输入输出卡件就需一定的费用。当点数到某一数值后,相应的存储器容量、机架、母板等也要相应,因此,点数的对CPU选用、存储器容量、控制功能范围等选择都有影响。在估算和选用时应充分考虑,使整个控制有较合理的性能价格比
西门子的工业软件分为三个不同的种类:
(1)编程和工程工具 编程和工程工具包括所有基于PLC或PC用于编程、组态、模拟和维护等控制所需的工具。STEP 7标准软件包SIMATIC S7是用于S7-300/400,C7 PLC和SIMATIC WinAC基于PC控制产品的组态编程和维护的项目管理工具,STEP 7-Micro/WIN是在Windows平台上运行的S7-200系列PLC的编程、在线仿真软件。
(2)基于PC的控制软件 基于PC的控制系统WinAC允许使用个人计算机作为可编程序控制器(PLC)运行用户的程序,运行在安装了Windows NT4.0操作系统的SIMATIC工控机或其它任何商用机。WinAC提供两种PLC,一种是软件PLC,在用户计算机上作为视窗任务运行。另一种是插槽PLC(在用户计算机上安装一个PC卡),它具有硬件PLC的全部功能。WinAC与SIMATIC S7系列处理器*兼容,其编程采用统一的SIMATIC编程工具(如STEP 7),编制的程序既可运行在WinAC上,也可运行在S7系列处理器上。
(3)人机界面软件 人机界面软件为用户自动化项目提供人机界面(HMI)或SCADA系统,支持大范围的平台。人机界面软件有两种,一种是应用于机器级的ProTool,另一种是应用于监控级的WinCC。

ProTool适用于大部分HMI硬件的组态,从操作员面板到标准PC都可以用集成在STEP 7中的ProTool有效地完成组态。ProTool/lite用于文本显示的组态,如:OP3,OP7,OP17,TD17等。ProTool/Pro用于组态标准PC和所有西门子HMI产品,ProTool/Pro不只是组态软件,其运行版也用于Windows平台的监控系统。
WinCC是一个真正开放的,面向监控与数据采集的SCADA(Supervisory Control and Data Acquisition)软件,可在任何标准PC上运行。WinCC操作简单,系统可靠性高,与STEP 7功能集成,可直接进入PLC的硬件故障系统,节省项目开发时间。它的设计适合于广泛的应用,可以连接到已存在的自动化环境中,有大量的通信接口和全面的过程信息和数据处理能力,其的WinCC5.0支持在办公室通过IE浏览器动态监控生产过程.

在这个充满智能型互联产品的世界,一项创新就可能消灭整个市场,因此制造商必须采取一些新方法来经营业务。 一些制造商试图通过收集产品使用数据并将反馈融入其产品构思中来预测趋势,但是,即使知道了需要制造什么,也仍然需要进行制造。 这就是制造(创新的实现阶段)在这个新时代至关重要的原因。
我们认为,制造商必须创造一个贯穿设计、实现和使用的数字流程。 因此单凭数字化还远远不够。 数字化只是通过以数字形式模仿流程来实现渐进式改进。 制造商必须实现数字化。 数字化可使包含丰富知识的数字流程成为驱动业务的前瞻性催化剂。 借助全面优化的“数字化企业",制造商能够以更出色的资源配置发起或应对性创新
工业软件
虚拟现实融合使得工业软件成为工业生产的成功要素。
行业信息技术、工业软件应用和自动控制要求深入了解各行业的关键流程。这种所谓的垂直信息技术的功能,远远超出传统的IT系统。
PLM软件——通过仿真实现优化西门子中国代理商提供全面的软件解决方案——产品生命周期管理(PLM软件),涉及产品开发和生产的各个环节——从产品设计到生产规划和工程直至实际生产和服务等不一而足。产品生命周期管理(PLM) 软件结合制造自动化,可显著提高生产率,并带来诸多竞争优势。对于西门子的客户而言,这种组合可将新产品上市时间缩短50%。
PLM软件应用的范例包括Teamcenter、NX和Tecnomatix:Teamcenter能在西门子与其他制造商提供的软件解决方案之间管理和交换数据。Teamcenter将分布在不同位置的开发团队以及公司及其供应商连接起来,从而形成一个统一的产品、过程和生产数据渠道。NX是主要的CAD/CAM/CAE软件套件(计算机辅助设计/计算机辅助制造/计算机辅助工程)之一,可针对产品开发提供详细的三维模型。它支持工程师虚拟创建、模拟和测试产品,以及生产所需的机器设备。Tecnomatix软件是为整个生产的虚拟设计和模拟而开发的。借助这种被称为数字化制造的程序,公司可规划生产,同时进行产品开发
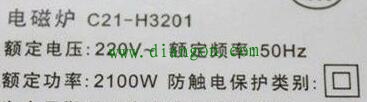
| 额定值不仅仅出现在电器上,诸如内燃机、汽轮机等,也都会有额定值。标注额定值的那个小牌牌,叫做“铭牌”,因此额定值又叫做铭牌值。 额定值是指,在理想的工作环境下,产品正常工作时的各项参数。实际上只能是个理想的参数。以下面这个产品的铭牌为例:
|
- 西门子6ES7241-1AA22-0XA0安装调试 2024-05-08
- 西门子6ES7253-1AA22-0XA0安装调试 2024-05-08
- 西门子6ES7277-0AA22-0XA0安装调试 2024-05-08
- 西门子6ES7235-0KD22-0XA8安装调试 2024-05-08
- 西门子6ES7232-0HD22-0XA0安装调试 2024-05-08
- 西门子6ES7232-0HB22-0XA8安装调试 2024-05-08
- 西门子6ES7231-7PF22-0XA0安装调试 2024-05-08
- 西门子6ES7231-7PD22-0XA8安装调试 2024-05-08
- 西门子6ES7231-7PC22-0XA0安装调试 2024-05-08
- 西门子6ES7231-7PB22-0XA8安装调试 2024-05-08