
西门子6GK7243-1GX00-0XE0货期较快







西门子6GK7243-1GX00-0XE0货期较快
在由上位机或为主的系统中,尤其是在对各种机械设备的控制中,常常看到plc、、驱动器、伺服电机或驱动器、步进电机的组合应用。对于伺服电机和步进电机,由于结构简单,原理上也不是太复杂,看到实物,再配合应用,就了解了。但对电机驱动器的结构和电路,限于各种条件,就难以知道其“本来面目”了。
由于工作关系,接手了一台需维修的步进电机驱动器,又由于维修的需要,测绘了步进电机的整机,浏览之下,就知道步进电机驱动器是个怎么回事了。在此将整机全图奉献于大家。
整机全图共4张:
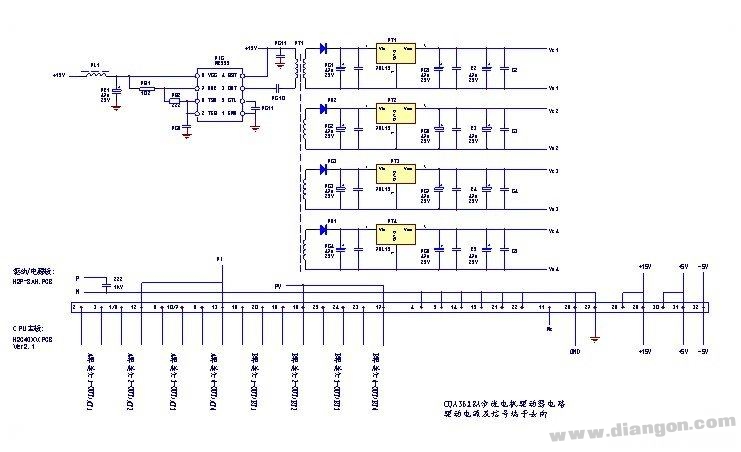
张图:步进电机驱动的主电路和电路。步进电机驱动器的功率输出电路的形式同主电路是相似的。每一路皆由两只igbt管子做推挽式输出,在管子上也反向并联了,以提供反向电流的通路,进而保护igbt管子的安全。igbt管子的过流保护信号由ar1、br1两只电阻上取得,此两只电阻将流经igbt管子的电流信号转化为电压信号,经后级保护电路处理,送入。开关电源输出的+5v,作为单片机的电源。另外,+5v、-5v还作为保护电路的双电路供电。一路+15v电源,经pic和pt1转化为四路15v电源,供四路驱动电路用。

第二张图:驱动电源及端子信号来源。由电源板来的+15v电源,经ne555时基电路振荡逆变,开关变压器pt1四个次级绕组输出四组互相隔离的15v直流电压,供驱动ic的供电;
第三张图:步进电机驱动器的脉冲驱动电路及步时电机的工作电流设定电路等。驱动ic采用is2110s专用的驱动芯片,单片机输出的四路脉冲信号经由74ls08四二输入与门电路处理后,送入四片is2110s驱动电路,经光电隔离和功率放大后,送放逆变功率电路,输入步进脉冲到步时电机;

第四张图:cpu(单片机)电路和控制端子内电路图。步进电机驱动器是由单片机生成四路脉冲信号,经后续电路驱动功率输出电路,进而驱动步进电机的。该图将单片机的o/i口都详细标出,便于进行分析原理和故障检测。控制端子,除步进脉冲和方向电平信号输入外,还提供步进驱动器的故障信号输出,用于故障状态的显示等。

1 硫酸生产及余热发电工艺
2 DCS结构及组成
2.1 DCS系统结构图
2.2 管理监控层
该DCS控制系统上层共配置了五个操作站,按工段划分,硫酸生产工段三个操作站:一个工程师站(兼操作员站),两个操作员站。其中把工程师站和一个操作员站配置在硫酸生产总控室,另外一个操作员站配置在焙烧工段控制室。余热发电工段两个操作站:一个工程师站(兼操作员站),一个操作员站,两个站都配置在发电控制室。所有操作站监控软件均采用浙大中控实时监控软件包AdvanTrol作为监控平台,且运行独立工程,其中一台退出不会影响其他计算机运行。在工程师站上还安装了AdvanTrol组态软件包,用来对系统进行组态维护。
2.3 现场控制站
该DCS控制系统共配置了三个控制站:硫酸生产工段两个控制站,余热发电工段一个控制站。每个控制站的主控制卡、数据转发卡、供电单元及有重要控制回路的I/O卡件都采用1:1冗余配置。
2.4 网络冗余
系统采用双高速冗余工业以太网SCnet Ⅱ作为其过程控制网络。它直接连接系统的控制站、操作站、工程师站、通讯接口单元等. JX-300X DCS系统SCnet Ⅱ网络采用双重化冗余结构。在其中任一条通讯线发生故障的情况下,通讯网络仍保持正常的数据传输。系统内部采用SBUS冗余高速数据网络,是主控制卡、数据转发卡等卡件的信息通道,主要功能是扩展I/O机笼单元和机柜。
2.5 I/O模块配置
按照硫酸生产的工艺要求(以设计图纸为主),我们在经过对现场各个设备测点考察后,统计出了各个工段的测点数量,按照制酸系统和余热发电系统划分,如下表所示:
系统I/O点统计(表1):

按照自动化工程设计的原则,我们在设计配置中充分考虑了测点余量。
根据测点的设计配置,结合浙大中控JX-300X DCS系统I/O模块的特点,我们给出该DCS系统I/O模块的配置,如下表所示:
控制站I/O模块配置(表2):
3 系统控制功能
该DCS系统实现了工艺要求的各工段重要测点数据在上位机的实时采集和显示,对现场几十台调节阀和三台变频器的自动控制,和工艺要求的安全生产联锁控制,以及与其他厂家PLC和模块通讯。
3.1 净化工段增湿塔温度联锁控制
净化工段增湿塔T301气体出口有三个温度测点,位号分别为TE-301a,TE-301b,TE-301c,实现温度报警及三取二温度联锁控制。即当温度指示TIA-301a,TIA-301b,TIA-301c中有两个温度为≥70℃时,去开电动阀门TV-301和停SO2风机。控制原理图如图3所示:

3.3 余热发电系统安全保护ETS联锁控制
该联锁控制是整个DCS系统重要,也是复杂的联锁控制,实现该联锁的控制,余热发电系统才能安全有序地投入生产,否则后果不堪设想。首先简单介绍一下该联锁的控制原理:首先对工艺要求的条件分别联锁,即对现场仪表采集的数据按照工艺要求的参数(高低限报警)进行设置,利用逻辑关系实现条件联锁。然后利用条件联锁实现报警首出联锁,即发现先产生报警的参数。后实现因报警而产生的安全动作联锁。保证整个发电系统的安全。联锁图如图4所示:
3.5 与其他厂家PLC和模块通讯
浙大中控JX-300X DCS系统通过在通讯网络上挂接通信接口单元(CIU)可实现与PLC等数字设备的连接。在该项目DCS系统中,实现了与SO2风机房GE PLC和循环水工段泓格采集模块I7188XA和M7017的通讯。通讯方式为485总线,协议为MODBUS。
另外还配置了两台UPS电源:SANTAK 10KVA,15KVA不间断电源。DCS系统所有用电都通过UPS电源供给,在市电停电时,UPS电源仍然能够提供1小时以上的供电,保障DCS系统操作、监控的顺利进行。
5 结论
该硫酸生产和余热发电DCS自动化系统从2005年10月投入生产以来,运行情况良好,达到了预期目标,充分发挥了DCS控制系统运行可靠,检测灵活,维护方便的优点。系统操作简便、开放性强、性能价格比高。DCS系统的应用大大提高了生产效率,节省了人力,降低了硫酸制造成本,并改善硫酸的质量。实践表明DCS在工业生产中是大有作为的。
设 备
1.永宏: fbs-24mct 1台
2.gsk伺服1套: di20-m10b(驱动器)/80sjt-m032e(电机)
3.dc24v1个
4.信号线若干
查看驱动器引脚定义并选择控制模式
位置控制模式:查看伺服引脚定义,这里用少的信号线实现电机转动。
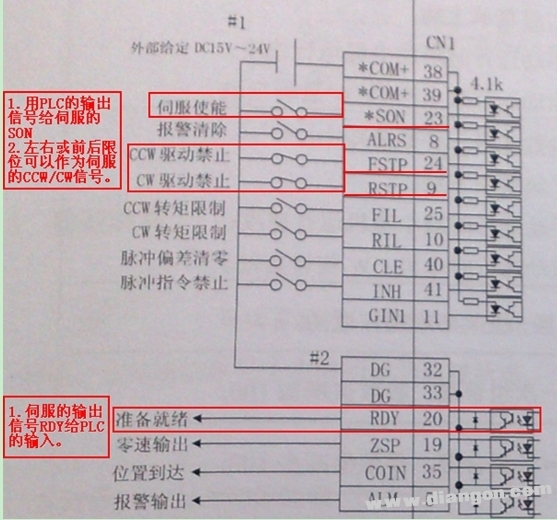
son:为on时,开启伺服使能。当然伺服使能功能可以通过参数来修改,该信号可由参数pa54设置。
pa54=0:只有当外部输入信号son为on时,才能被使能;
pa54=1:驱动单元内部强制电动机使能,而不需要外部输入信号son。
ccw/cw:驱动禁止信号,一般和行程开关配合使用,避免超程,该信号可由参数pa20设置。
pa20=0:使用驱动禁止功能;
pa20=1:不使用驱动进制功能。
rdy:驱动单元准备好信号,当电机通电励磁时该信号有输出。
位置指令输入信号
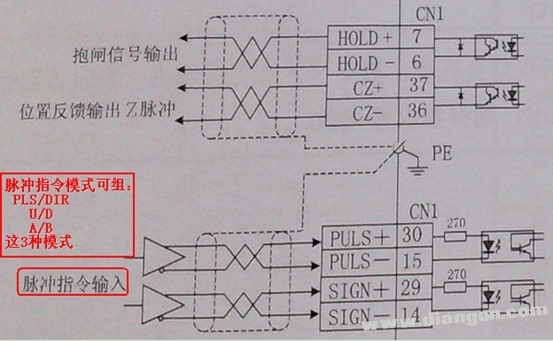
这里位置输入信号可以采用差分驱动或者单端驱动接法,由于选用的fbs-24mct为集电极开路输出形式,所以采用单端驱动接法。
伺服驱动单端驱动方式限定外部电源大电压为25v时,需要串接一个限流电阻r
依据:vcc=24v,r=1.3kω~2kω;vcc=12v,r=510kω~820kω;vcc=5v,r=0;
频率限制为:
pls/dir:高脉冲频率 500khz
u/d:高脉冲频率 500khz
a/b:高脉冲频率 300khz
控制线制作
gsk随机附带一个44针插座,依据引脚图,把需要的控制信号接线出来。在这里把有可能用到的信号线都接出来,但是这些信号在伺服控制中并不都是必要的,下图中用蓝色线表示伺服的输出信号给plc的输入,红色表示plc的输出给伺服的输入,另外开关电源的正、负分别用红、蓝表示。
1)选取需要的控制信号


2)伺服同plc的接线图
这里从伺服给plc的输入信号只取了srdy,plc给伺服的信号有son、fstp(ccw)、rstp(cw)、puls/sign这几个信号。

伺服调试
·取出驱动器、电机,电机至驱动的编码器连接线和电机至驱动的电源线,出厂都已配置好,这里只要按照指示接好即可。
·把plc至驱动器的控制信号线接好。
1.伺服的手动调试
1)伺服参数设定
gsk伺服上电之后,可以先采用驱动器本身自带的手动功能,该功能模式下,伺服的转动由驱动器按键来控制,进入pa参数菜单,设置一下参数:
pa4=3:手动方式,在sr-菜单下操作,用↑、↓键进行加、减速操作。
pa20=1:驱动禁止功能无效,此时只是利用驱动器本身来调试,所以把ccw\cw功能先屏蔽。
pa54=1:驱动单元内部强制电机使能,而不需要外部输入信号son。
参数设置完成以后,保存后下电。
2)手动运行步骤
1.驱动器上电,显示 r - 0,是电机运行速度监视窗口。
2.检查pa1参数是否和使用的电机代码一致。
3.以上2步都无误后,进入“sr- /sr-red” 菜单下后,按↑、↓键开始运行电机。
2.plc控制运行
伺服在手动调试下运行正常,现在进入plc的上位控制,该控制中plc的从伺服引入的io如下:
bbbbb:
srdy——x2
output:
puls-: y0
sign-: y1
ccw: y2
cw: y3
son: y4
为了控制方便,这里先把ccw\cw信号使能屏蔽。
1) 伺服参数设置
pa4=0: 位置方式。
pa12:齿轮倍频系数(电子齿轮分子),设为2。
pa13: 电子齿轮分频系数(电子齿轮分母),设为1。
pa14=0:位置方式下,脉冲输入模式:脉冲+方向。
pa15=0: 位置指令方向维持原指令方向。
pa20=1: 驱动禁止功能无效(即屏蔽ccw/cw使能信号)。
pa54=0: 外部son使能。
参数修改完毕后,存储后下电,重新上电。
2) 相关计算
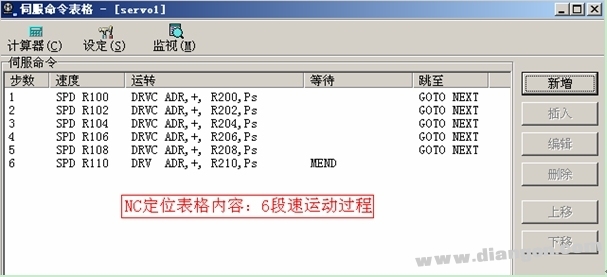
在这里先做一个的多段速运行程序,运动过程
1.以速度1000rpm转10圈
2.接着以速度1200rpm转20圈
3.接着以速度1400rpm转30圈
4.接着以速度1600rpm转40圈
5.接着以速度1800rpm转50圈
6.接着以额定速度2000rpm运行60圈
7.停顿一定时间后,从第1步开始重复。
由手册知道,伺服每转1圈,编码器反馈10000ps,又电子齿轮设定为2,所以plc每发出5000ps,伺服就转动1圈
即段行程10圈对应的脉冲数=10圈×5000ps/圈=50000ps
其它段的行程脉冲计数同此式。
把伺服需要的速度转化成plc的脉冲数,以1000rpm为例,假设plc需要发出的脉冲数为x,电子齿轮设定是2,则有
得:x=83333.3hz
由此公式,可求得其它速度所对应的plc脉冲数。
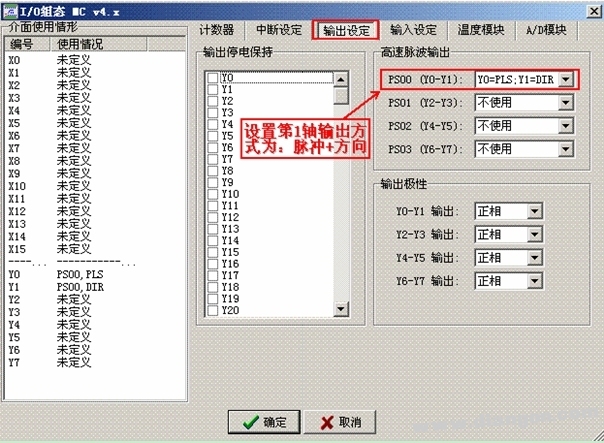
3) plc参数的设置
fbs-24mct的脉冲输出点共有4轴(8点),为y0~y7,默认y0~y3为高速200k,y4~y7为中速20k。要使得plc的高速点输出脉冲时,需要先对这几个点的输出进行组态,点击永宏编程软件菜单栏中的“专案\io组态”进入组态页面
4) 程序的编写
设置完成之后即可进入程序的编写。
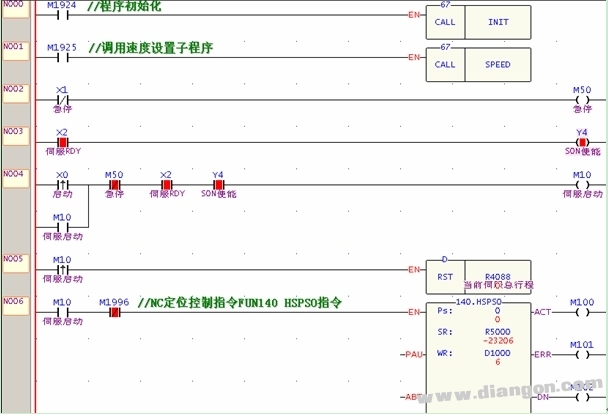

5) nc定位表格的编辑
用鼠标左键点击 fun140 指令,然后在英文输入状态下,按键盘上的 z 键进入nc定位表格的编写,终结果如下
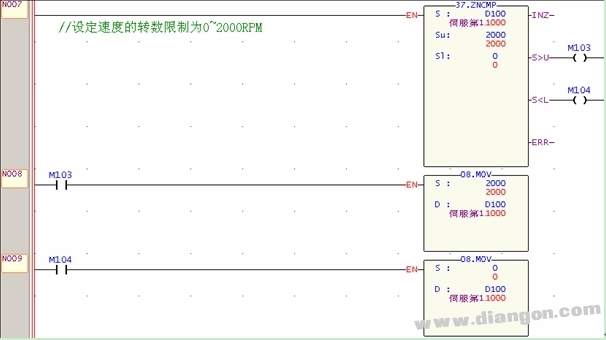
6)子程序内容
init子程序主要是做一些初始化,如下

speed子程序,主要把输入的速度和形成转化成plc所需要产生的脉冲个数,这里以第1段速度和行程的换算为例,由于这里伺服的额定转速为2000rpm,所以在速度设定的时候,要防止输入转数超过该值。

7) 上电运行调试
程序编写完成后,让plc处于run状态,在输入页中进行数值监控,如下
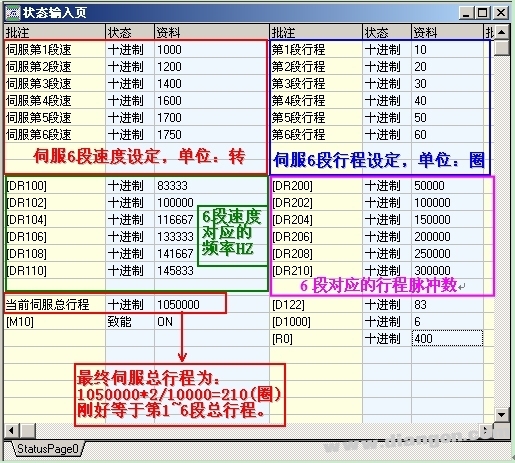
总 结
由于该示例中plc的输入信号只从伺服抓取了srdy,其它点位接线同srdy的接法一样。plc输出给伺服的信号只有pls\dir和son,其它信号的接法类似。gsk伺服只需要极少的几根控制线就可以实现伺服的运转,永宏plc的定位指令全部在nc表格中填写即可
