
西门子6ES321-1FF10-0AA0





西门子6ES321-1FF10-0AA0
概述S7-1500自动化系统具有模块化的结构,可包含**多 32个模块。 它拥有丰富的模块,且这些模块均可以独立地组合使用。S7-1500自动化系统支持单层配置,其中的所有模块均安装在一个安装导
轨上(请参见手册以了解前提条件)。一个系统包含下列组件:控制器:CPU 具有不同性能等级,
并具有集成 PROFINET 接口或 PROFINET和PROFIBUS 接口,用于连接分布式 I/O 或用于编程
设备、操作装置、其它 SIMATIC 控制器或第三方设备间的通信。用于数字量和模拟量输入/输出的
信号模块。工艺模块用于高速计数、位置检测或测量等功能。通信模块和通信处理器可通过通信接
口将控制器进行扩展根据要求,也可使用下列模块:在CPU 向背板总线的输出对于所有连接的模块
来说不够充分的情况下,电源模块 (PS) 通过背板总线为 S7-1500 模块的内部电路供电。用于将
SIMATICS7-1500连接到120/230VAC电源的负载电源模块 (PM)。接口模块用于连接基于S7-
1500 的分布式 I/O。简单的设计使得 SIMATIC S7-1500 十分灵活,便于维护。集成背板总线集
成的背板总线;背板总线集成在模块上。 模块通过 U 形连接器相连,总线连接器插在外壳的背面。
可以节省安装时间。 不久将会提供具有“无响应热插拔"功能的有源背板。模块组装在S7-1500 安
装导轨上:具有各种长度,包括切割至定长的型号。 由于具有集成式 DIN 导轨,可以卡装广泛的标
准部件,如附加端子、小型断路器或小型继电器。性能可靠,接线方便:I/O 信号是通过统一的40
针前连接器来连接的。 信号模块和前连接器之间具有机械编码,可防止因意外的错误插入而对电路
造成破坏。为了对前连接器进行简单接线,可将该连接器置于“预接线位置
概述
SIMATIC 识别系统用于更为经济的生产和物流过程识别系统可帮助公司在动态市场中保持其地位:通过 RFID 或一维及二维代码自动捕获数据,可满足用户在生产和物流、跟踪和追溯以及供应链管理方面不断增长的控制需求为此,西门子提供了关键技术。作为识别系统的场,西门子凭借其在该领域超过 25 年的经验和技能,一站式提供了丰富的 RFID 系统及读码系统。通过您身边的西门子,用户可选择集成到自动化和 IT 级的简易系统以及独立于应用的应用咨询。
适用于各种识别任务的解决方案
从准时化顺序供应生产到产品或批量的安全、*跟踪:机器自动读取、无接触识别系统可用于智能物流和生产控制。数据矩阵编码 (DMC) 或无线射频识别 (RFID) 具有高度的数据安全性,并在多种应用中得到证实 - 甚至在苛刻的工业环境中。与手动识别和数据捕获技术相比,大大节省了时间及成本。选择匹配存储和识别技术的主要标准:
数据载体是否返回到生产(闭环),还是在过程链末端处结束生产(开环)
过程链内单次或重复识别/打标
检测距离/范围及光照条件/对比度
待打标产品的一致性以及放置标签的可用空间
潜在问题来源,诸如环境温度和灰尘
光学读码器 – 读取和验证 1D/2D 码
对的生产系统而言,使用机器可识别的标记追踪产品及部件是一项核心需求。借助于一个码,可以计划和执行每个制造部件的所有生产步骤。生产过程或所用材料的变化也可以记录归档。对产品的直接打码方式可实现在整个生产体系中追踪生产批号,以符合特定的法规要求。
什么是直接打码标记 (DPM)?直接打码标记(DPM) 是指直接在产品表面打码,无需使用单独的载体材料,如胶粘标签。这样就能够在生产过程中识别产品,并在产品交付后进行跟踪。
所谓的二维码作为一种编码方式已经使用了很多年,能一定程度的满足用户的需求。二维码由二进制点格图形组成,激光和针孔标记技术在耐久性、标记速度以及材料的独立性方面都非常出色,尽管存在机械变形(例如,对于金属工件),在多个处理步骤后,仍可以可以使用二维码读取器来读取二维码。二维码的另外一个优点是能够在与类似条码或纯文本相比更有限的空间内对数据进行编码。
优势
清晰标识产品和产品部件
按照(如 ISO 29158)进行标识。
直接零件标识是用于追踪产品的关键技术,其成本低、可分离且几乎不可破坏。
通过功能强大的固定式光学读码器的完整且可扩展的产品系列,可提供灵活而经济的解决方案。
通过无缝集成到全集成自动化 (TIA) 而简化工程、调试、诊断和维护:
通过 PROFIBUS 和 PROFINET 通讯模块与自动化系统(如 SIMATIC、SIMOTION 或 SINUMERIK)进行集成总线连接。
通过随时可用的函数块,可方便地集成 S7 软件。
大量的状态和诊断功能
支持所有标准矩阵码和条码,从而提高了投资安全性。
通过各种通信模块,可连接到不同厂商的不同总线系统以及不同 PC 环境,因而具有开放性。
通过工业识别,每一个产品都留下了数字踪迹,可对其进行无缝跟踪并对各个组件进行溯源。这样可实现整个产品生命周期的透明性,从而获得的产品质量
6ES7313-6BG04-0AB0详细说明
1.概述
SCALANCE X200 系列交换机自从2004年8月推入市场,当时交换机只能接入环网,不能做环网管理器。在各个工业现场得到了广泛的应用。2007年5月发布了X200系列新的硬件版本平台,普通交换机可以用HSR(高速冗余)方法做环网管理器,允许重构时间为0.3秒。2009年1月又对软件平台做了更新,使X200系列交换机可以用MRP和HSR方法构成环网。其中用MRP(介质冗余协议)在环网中断后,网络重组时间为0.2秒。"MRP" 方法满足在IEC 61158中类别10 “PROFINET“中介质冗余协议(MRP) Media Redundancy Protocol 规定。
本文针对下列X200系列交换机:
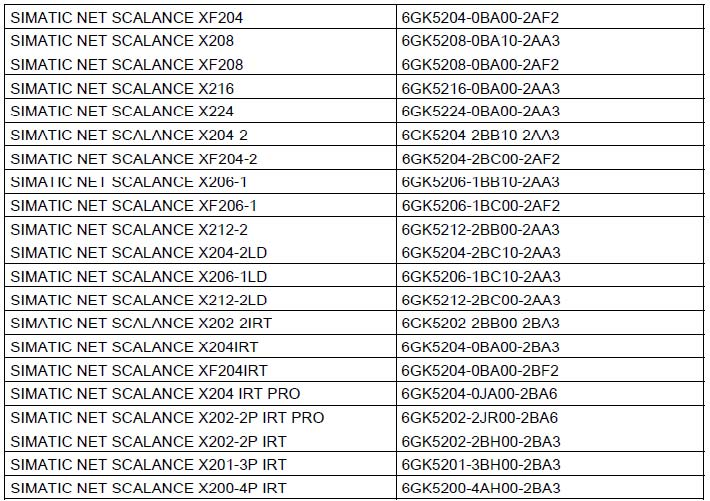
表1本文针对的X200系列交换机
X-200 以太网交换机从版本V4.0开始支持介质冗余MRP 和HSR方法.
2. MRP
MRP是介质冗余协议(Media Redundancy Protocol)的缩写。它满足IEC 61158中类别10 “PROFINET“中介质冗余协议(MRP) Media Redundancy Protocol 规定. 在环网中断后,网络重组时间为0.2秒。
2.1 使用MRP介质冗余协议必须满足的要求
使用MRP介质冗余协议必须满足下列要求:
MRP 在环网拓扑中支持50个交换机,超过此数目可能导致数据通讯的丢失。
采用MRP的环网只能由支持此功能的设备组成。例如
–工业以太网交换机
SCALANCE X-200 版本V4.0及以上
SCALANCE X-200 IRT版本V4.0及以上
SCALANCE X-300 版本V3.0及以上
SCALANCE X-400 版本V3.0及以上
–通讯处理器
CP 443-1 Advanced (6GK7 443-1GX20-0XE0) 版本V2.0及以上
CP 343-1 Advanced (6GK7 343-1GX30-0XE0) 版本V2.0及以上
CP 1616 (6GK1 161-6AA00) 版本V2.2及以上
CP 1604 (6GK1 160-4AA00) 版本V2.2及以上
支持此功能的非西门子设备。
所有设备通过自身的环网口互联成环网。
如果通过基于网络的管理WBM Web Based Management, CLI or SNMP,需设置环网中所有的交换机"MRP Client"或自动冗余检测"Automatic Redundancy Detection",环网中至少有一个设备必须设置成自动冗余检测"Automatic Redundancy Detection".
所有的工业以太网交换机把Automatic Redundancy Detection设为缺省值。
双方传输介质的连接设置必须设为全双工并且所有的环网口至少为100Mbps。否则可能有数据通讯的丢失。
下图是采用MRP的环网中的设备可能的拓扑结构

图1 MRP的环网中的设备可能的拓扑结构
| 按下按钮,自动注入A和B 液体,当达到设定值,讲A和B 搅混,然后打开电磁阀,流出混合物。
|


