
昭通西门子一级代理商






昭通西门子一级代理商
PLC的安装PLC适用于大多数工业现场,但它对使用场合、环境温度等还是有一定要求。控制PLC的工作环境,可以有效地提高它的工作效率和寿命。在安装PLC时,要避开下列场所:
(1)环境温度超过0~50℃的范围;
(2)相对湿度超过85%或者存在露水凝聚(由温度突变或其他因素所引起的);
(3)太阳光直接照射;
(4)有腐蚀和易燃的气体,例如*、硫化氢等;
(5)有打量铁屑及灰尘;
(6)频繁或连续的振动,振动频率为10~55Hz、幅度为0.5mm(峰-峰);
(7)超过10g(重力加速度)的冲击。
小型可编程控制器外壳的4个角上,均有安装孔。有两种安装方法,一是用螺钉固定,不同的单元有不同的安装尺寸;另一种是DIN(德国共和标准)轨道固定。DIN轨道配套使用的安装夹板,左右各一对。在轨道上,先装好左右夹板,装上PLC,然后拧紧螺钉。为了使控制系统工作可*,通常把可编程控制器安装在有保护外壳的控制柜中,以防止灰尘、油污、水溅。为了保证可编程控制器在工作状态下其温度保持在规定环境温度范围内,安装机器应有足够的通风空间,基本单元和扩展单元之间要有30mm以上间隔。如果周围环境超过55C,要安装电风扇,强迫通风。
为了避免其他外围设备的电干扰,可编程控制器应尽可能远离高压电源线和高压设备,可编程控制器与高压设备和电源线之间应留出至少200mm的距离。
当可编程控制器垂直安装时,要严防导线头、铁屑等从通风窗掉入可编程控制器内部,造成印刷电路板短路,使其不能正常工作甚至损坏。
2.电源接线PLC供电电源为50Hz、220V±10%的交流电。FX系列可编程控制器有直流24V输出接线端。该接线端可为输入传感(如光电开关或接近开关)提供直流24V电源。如果电源发生故障,中断时间少于10ms,PLC工作不受影响。若电源中断超过10ms或电源下降超过允许值,则PLC停止工作,所有的输出点均同时断开。当电源恢复时,若RUN输入接通,则操作自动进行。对于电源线来的干扰,PLC本身具有足够的抵制能力。如果电源干扰特别严重,可以安装一个变比为1:1的隔离变压器,以减少设备与地之间的干扰。
3.接地良好的接地是保证PLC可*工作的重要条件,可以避免偶然发生的电压冲击危害。接地线与机器的接地端相接,基本单元接地。如果要用扩展单元,其接地点应与基本单元的接地点接在一起。为了抑制加在电源及输入端、输出端的干扰,应给可编程控制器接上地线,接地点应与动力设备(如电机)的接地点分开。若达不到这种要求,也必须做到与其他设备公共接地,禁止与其他设备串联接地。接地点应尽可能*近PLC
4.直流24V接线端使用无源触点的输入器件时,PLC内部24V电源通过输入器件向输入端提供每点7mA的电流。PLC上的24V接线端子,还可以向外部传感器(如接近开关或光电开关)提供电流。24V端子作传感器电源时,COM端子是直流24V地端。如果采用扩展船员,则应将基本单元和扩展单元的24V端连接起来。另外,任何外部电源不能接到这个端子。如果发生过载现象,电压将自动跌落,该点输入对可编程控制器不起作用。
每种型号的PLC的输入点数量是有规定的。对每一个尚未使用的输入点,它不耗电,因此在这种情况下,24V电源端子向外供电流的能力可以增加。FX系列PLC的空位端子,在任何情况下都不能使用。
5.输入接线PLC一般接受行程开关、限位开关等输入的开关量信号。输入接线端子是PLC与外部传感器负载转换信号的端口。输入接线,一般指外部传感器与输入端口的接线。输入器件可以是任何无源的触点或集电极开路的NPN管。输入器件接通时,输入端接通,输入线路闭合,同时输入指示的发光二极管亮。输入端的一次电路与二次电路之间,采用光电耦合隔离。二次电路带RC滤波器,以防止由于输入触点抖动或从输入线路串入的电噪声引起PLC误动作。若在输入触点电路串联二极管,在串联二极管上的电压应小于4V。若使用带发光二极管的舌簧开关,串联二极管的数目不能超过两只。另外,输入接线还应特别注意以下几点:
(1)输入接线一般不要超过30m。但如果环境干扰较小,电压降不大时,输入接线可适当长些。
(2)输入、输出线不能用同一根电缆,输入、输出线要分开。
(3)可编程控制器所能接受的脉冲信号的宽度,应大于扫描周期的时间。
6.输出接线
(1)可编程控制器有继电器输出、晶闸管输出、晶体管输出3种形式。
(2)输出端接线分为独立输出和公共输出。当PLC的输出继电器或晶闸管动作时,同一号码的两个输出端接通。在不同组中,可采用不同类型和电压等级的输出电压。但在同一组中的输出只能用同一类型、同一电压等级的电源。
(3)由于PLC的输出元件被封装在印制电路板上,并且连接至端子板,若将连接输出元件的负载短路,将烧毁印制电路板,因此,应用熔丝保护输出元件。
(4)采用继电器输出时,承受的电感性负载大小影响到继电器的工作寿命,因此继电器工作寿命要求长。
(5)PLC的输出负载可能产生噪声干扰,因此要采取措施加以控制。此外,对于能使用户造成伤害的危险负载,除了在控制程序中加以考虑之外,还应设计外部紧急停车电路,使得可编程控制器发生故障时,能将引起伤害的负载电源切断。交流输出线和直流输出线不要用同一本电缆,输出线应尽量远离高压线和动力线,避免并行。
三维混合机混合效率高,混合质量好,卸料时间短,残留量也少。三维混合机采用电磁调速(或变频器调速),开机前,接通总电源,电源指示灯亮,然后启动电动机按钮,再启动调速面板上通断开关(变频器可按触摸按钮),指示灯亮,然后缓慢旋转使之达到正常的混合转速;混合结束后,按开机顺序反之关机,如发现下料不理想,可点动按钮达到下料要求。
选择一个适用的三维混合机并使用得当,将明显提高混合料的质量,并很快就会在生产过程中反映出良性效果。如果能进一步掌握自配混料的技术,还可使物料成本大大降低,从而提。选择三维混合机需注意以下几点:
1.根据每天生产量挑选三维混合机。因混合机每批物料加工时间约10分钟,加上出料及进料的时间,每批物料加工时间可按15分钟计,则1小时可以连续加工4批料。如选择每批加工量100千克的混合机,则每小时可加工400千克。用户可以根据自己的需要挑选三维混合机。
2.根据卧式螺旋带式混合机工作原理,用于搅拌混合的双螺旋带向相反方向推送物料的能力应是基本一致的。由于内螺旋带的螺距应小于外螺旋带,为达到推送物料的能力一致,内螺旋带的螺距应小于外螺旋带,而宽度应大于外螺旋带,否则会使物料向一个方向集中。因此,在选择三维混合机时要注意这一点。
3.按设计原理,螺旋带式混合机中螺旋带与壳体之间的间隙可以为4毫米~10毫米,物料可以用摩擦力带动全部参加混合。但由于粉碎粒度及物料的摩擦系数不一样,因此会使各种组分的物料参加混合的时间不一样,造成产品的不均匀性。目前有的厂家已意识到这一点并对产品作了改进。一种是注意加工精度,使底隙减少到3毫米左右;另一种是将主轴与壳体之间做成位置可调整的形式,根据磨损量可经常调整螺旋带与壳体之间的间隙。在选择混合机时,这两种形式的产品应是。
4.选择三维混合机要注意出料方式。应与供应商及时沟通选择适合自己工艺的阀门形式,同时不要选择侧口的出料形式。原因是:当混合机在规定时间完成搅拌混合后,短时间内一次放清可保证物料的均匀度;如用侧口螺旋带逐渐放净,一是耽误时间,达不到预期生产率,二是物料本已达到均匀度,过度搅拌反而会使物料离析,破坏了均匀度,从而失去了选用三维混合机的意义。
简单介绍一下使用三维混合机的要领
1.使用三维混合机要注意投料的次序。一般是先投大料,如玉米粉、豆粕粉等,然后 再投小组分料,如预混料。注意预混料一定不用螺旋提升机投料,应用一次性翻斗式投料,或用人工投料,这样可以避免预混料中有效成分的离析流失。
2.使用三维混合机,应在混合机启动后再逐批投料。混合结束放料时也不要停机,出净料后再混合一批。如果满载后再启动,会引起动力距太大而烧毁电机
,刚好手头上有一个西门子200 plc,于是着手先编辑这样一个程序。按网友的要求是对一些数据的累加,后除以一个被除数。我在回复那位网友中也提到了对于一些连续的数据可以实现带参数的子程序编程。
编程思路:
初始化数据、指定指针入口、利用循环指令、对接口数据的用户数量进行累加、循环次数的比较结果进行除法计算,退出循环指令。
将一串连续的数据VW0、VW2、、、、、、10个数据累加,然后再除以一个数。
假设我按VW0 = 10;VW2 = 20;VW4 = 30;这样累加10个数据得到550这个数,再除以一个数据,假设是10,如果程序执行正确,那结果应该是55。
1)首先新建一个子程序,并在接口变量表中定义变量,其中,定义符号、数据类型、必要时做一些注释,方便在编辑程序时理解,图示:

比较循环次数结果达到循环次数,退出循环指令,图示:

完整的子程序,图示:

2)在主程序中调用这个子程序,图示:

3)在状态表中新建相关的变量数据,图示:
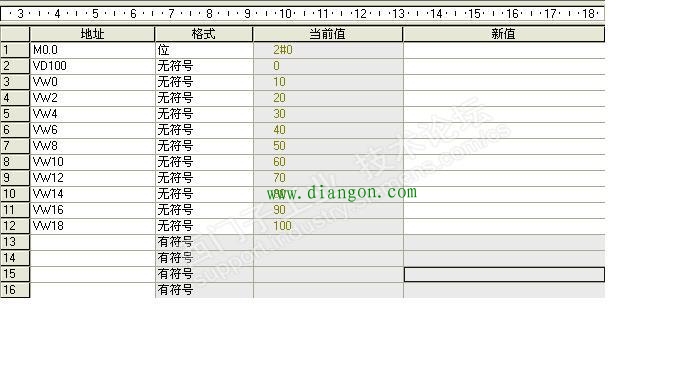
4)输入自VW0开始的10个数据,并连接M0.0,看结果数据存放地址VD100的数据,图示:

从状态表中可以看到结果VD100 = 55,可以实现控制要求。
西门子200的程序可以直接用200smart 软件打开
