
银川西门子S7-200代理商

银川西门子S7-200代理商
在具有一定转换方向的驱动脉冲下运行,据此将电机控制器划分为方向控制和逻辑输出两个部分。限位信号用于复位和限定运行方向,因此在方向控制部分同时处理限位;在逻辑输出部分,按照控制需求再次划分为复位、自动和手动三个逻辑处理模块,在逻辑输出的实现方式上,复位、自动和手动通过一定的优先级逻辑,通过发送电机占用请求复用逻辑输出模块。图3为控制器模块划分示意图。

(1)爬山复位
爬山复位模块用于复位调焦镜头到爬山搜索的起始位置。电机控制器在捕获到指令单元的复位信号后,按预定的运行方向产生驱动逻辑,直至控制器收到限位信号limit的有效反馈后停止。复位过程中,自动和手动请求无效。
(2)自动控制
步进电机控制器的步数数据接收端data在接收到指令单元传入的运行步数后,首先检查当前是否有其他电机占用请求,如果电机空闲,就按照同时传入的方向信号输出指定步数的驱动逻辑;否则忽略本次自动控制请求。
(3)手动微调
手动微调在控制器中作为一种辅助控制手段,允许人工微调调焦镜头的位置。每启动一次手动微调,电机就按照设定的运行方向,运行一段固定的微调距离。控制器在捕获到手动输入信号后,同时读取手动运行方向direction的设置值,如果当前电机空闲,则按照手动输入的方向信号输出固定步数的驱动逻辑;否则手动请求无效。
(4)方向和限位处理
当控制器运行在手动微调或自动控制时,需要防止调焦镜头越出边界。方向模块在收到有效的限位信号limit后,对正在输出的方向信号取反,控制步进电机反方向运行,实现限位要求。当控制器没有收到限位信号反馈时,则读取direction端口的方向,传递给逻辑输出模块,用于控制驱动逻辑的转换方向。
(5)逻辑输出
逻辑输出模块内置逻辑发生器,逻辑发生器按照电机请求和方向信号输出驱动逻辑。方向信号用于控制驱动逻辑的转换方向;自动和手动模块的核心是计数器,电机请求信号是步数计数器的输出,因此电机请求信号的有效时间表示允许逻辑发生器运行的时钟周期数。
细纱机是目前国内纺织机械厂大量生产的一种设备,适用于纯棉或化纤的纯纺或混纺的细纱工序,以单根粗纱喂入,纺制织造、针织等用细纱。目前许多生产厂商依然采用单片机甚至继电器进行设备控制,其结果是效率低下、操作麻烦、故障率高、不便管理。
1. 概述
某纺织机械厂自主研发生产的某型号细纱机采用继电逻辑控制,曾经因其结构独特、机架稳定、适应高速等优点而获得省级科技进步奖,并成为该厂的拳头产品。但随着市场竞争的日趋激烈和自动化水平的不断tigao,该机型逐渐失去了优势,订单数量日趋减少。
该厂在认真分析总结成败经验教训的基础上,决定一方面改进机械构造,另一方面tigao自动化水平,从而达到降低成本、tigao效率、夺回市场的目的。织机的自控系统终选用浙大中自公司生产的SunyPLC200可编程逻辑控制器和SunyHMI200可编程人机界面实现对织机的检测和控制,2004年11月成功地完成了调试并投放市场。
2. 系统简介
SunyPLC200的I/O点数为DI:20,DO:11,实现对织机的检测并根据组态算法对织机进行控制和保护。SunyHMI200作为人机界面,用于显示织机运行状态、设备操作和设置有关生产参数。SunyPLC200与SunyHMI200之间采用Modbus RTU协议进行通讯。
3. 系统功能
3.1 联锁控制
按照细纱机的工艺要求实现自动控制,包括低速运行、高速运行、吹吸风、落纱等过程。落纱分为自动落纱和中途落纱两种方式。中途落纱是为了方便操作工中途休息、吃饭等而设置的,是一项“暂停工作”的功能;自动落纱分为定长落纱和定时落纱,定长落纱就是当纺纱长度达到预设值的时候自动进行落纱,定时落纱就是当纺纱的时间达到预设值的时候自动进行落纱。自动落纱的方式以及落纱时间或者长度均可以在SunyHMI200上进行设置,而在设备掉电时SunyPLC200也必须能够将这些数据保持。
根据实际情况,控制程序中增加了各个过程、设备之间的联锁保护功能,使生产过程更加安全。控制程序逻辑合理性强、安全性高、柔性好、功能完备。可自动完成纺纱、锭子运转曲线和集体落纱的控制。
3.2 生产管理
在生产过程中对各种工艺参数自动进行计算,包括锭子转速、牵伸倍数、细纱号数、细纱捻度、千锭小时产量等。计算得到的参数都实时在SunyHMI200上得到显示,以便于对生产情况进行监控。下图为SunyHMI200组态图
为了适应轮班生产,在SunyPLC200内预设了A、B、C、D四个班组。工人在生产之前首先并选定班组。能进行纺纱过程中人机对话,具有故障报警系统。各班组的累计产量以及所有班组的累计总产量均由SunyPLC200自动进行实时计算并在SunyHMI200上显示。
4. 总结
SunyPLC200和SunyHMI200电源范围宽,即使在电力紧张供电电压波动严重时也能够正常工作;特别是SunyPLC200自身支持14个DI和10个DO,使厂方不仅节省了DIO模块,还使得控制箱结构更加紧凑、整齐,增加了织机的灵活性和可操作性。
该织机三路升降采用积极式、预备粗纱自动上循环系统、将紧密纺技术应用于传统细纱机,而SunyPLC200和SunyHMI200的使用更让织机如虎添翼,极大地tigao了纺纱质量。经在试验基地运转验证,机械状态正常,成纱质量稳定,性能指标均达到或超过了标准要求,电气检测、控制、显示功能正常,设备可靠稳定,具有极高的性能价格比。在北京国际纺织机械展览会上获得了好评,并当即与几个客户签订了供货合同。厂方为此尝到了SunyPLC200和SunyHMI200给他们带来的甜头,与浙大中自签订了长期合作协议。
SunyPLC200及SunyHMI200在织机中的大批量应用既源于用户对其性能指标、可靠性等的认可,更重要的是它为织机提供了较大的增值空间,而且能够为用户带来较高的利润。
步进不能直接接到工频交流或直流上工作,而必须使用专用的步进电动机驱动器,如图1所示,它由脉冲发生控制单元、功率驱动单元、保护单元等组成。图中点划线所包围的二个单元可以用微机控制来实现。驱动单元与步进电动机直接耦合,也可理解成步进电动机微机控制器的功率接口,这里予以简单介绍。

图1 步进电动机驱动控制器
1. 单电压功率驱动接口
实用电路如图2所示。在电机绕组回路中串有电阻rs,使电机回路时间常数减小,高频时电机能产生较大的电磁转矩,还能缓解电机的低频共振现象,但它引起附加的损耗。一般情况下,简单单电压驱动线路中,rs是不可缺少的。rs对步进电动机单步响应的改善如图2(b)。

图2 单电压功率驱动接口及单步响应曲线

图3 双电压功率驱动接口
2.双电压功率驱动接口
双电压驱动的功率接口如图3所示。双电压驱动的基本思路是在较低(低频段)用较低的电压ul驱动,而在高速(高频段)时用较高的电压uh驱动。这种功率接口需要两个控制信号,uh为高压有效控制信号,u为脉冲调宽驱动控制信号。图中,功率管th和dl构成电源转换电路。当uh低电平,th关断,dl正偏置,低电压ul对绕组供电。反之uh高电平,th导通,dl反偏,高电压uh对绕组供电。这种电路可使电机在高频段也有较大出力,而静止锁定时功耗减小。
3.高低压功率驱动接口
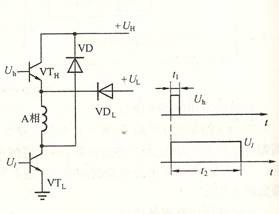
图4 高低压功率驱动接口
高低压功率驱动接口如图4所示。高低压驱动的设计思想是,不论电机工作频率如何,均利用高电压uh供电来tigao导通相绕组的电流前沿,而在前沿过后,用低电压ul来维持绕组的电流。这一作用同样改善了驱动器的高频性能,而且不必再串联电阻rs,消除了附加损耗。高低压驱动功率接口也有两个输入控制信号uh和ul,它们应保持同步,且前沿在同一时刻跳变,如图5所示。图中,高压管vth的导通时间tl不能太大,也不能太小,太大时,电机电流过载;太小时,动态性能改善不明显。一般可取1~3ms。(当这个数值与电机的时间常数相当时比较合适)。
4.斩波恒流功率驱动接口
恒流驱动的设计思想是,设法使导通相绕组的电流不论在锁定、低频、高频工作时均保持固定数值。使电机具有恒转矩输出特性。这是目前使用较多、效果较好的一种功率接口。图5是斩波恒流功率接口原理图。图中r是一个用于电流采样的小阻值电阻,称为采样电阻。当电流不大时,vt1和vt2同时受控于走步脉冲,当电流超过恒流给定的数值,vt2被封锁,电源u被切除。由于电机绕组具有较大电感,此时靠二极管vd续流,维持绕组电流,电机靠消耗电感中的磁场能量产生出力。此时电流将按指数曲线衰减,同样电流采样值将减小。当电流小于恒流给定的数值,vt2导通,电源再次接通。如此反复,电机绕组电流就稳定在由给定电平所决定的数值上,形成小小的锯齿波,如图5所示。

图5 斩波恒流功率驱动接口
斩波恒流功率驱动接口也有两个输入控制信号,其中u1是数字脉冲,u2是模拟信号。这种功率接口的特点是:高频响应大大tigao,接近恒转矩输出特性,共振现象消除,但线路较复杂。目前已有相应的集成功率模块可供采用。
5.升频升压功率驱动接口
为了进一步tigao驱动系统的高频响应,可采用升频升压功率驱动接口。这种接口对绕组提供的电压与电机的运行频率成线性关系。它的主回路实际上是一个开关稳压电源,利用频率-电压变换器,将驱动脉冲的频率转换成直流电平,并用此电平去控制开关稳压电源的输入,这就构成了具有频率反馈的功率驱动接口。
6.集成功率驱动接口
目前已有多种用于小功率步进电动机的集成功率驱动接口电路可供选用。
l298芯片是一种h桥式驱动器,它设计成接受标准ttl逻辑电平信号,可用来驱动电感性负载。h桥可承受46v电压,相电流高达2.5a。l298(或xq298,sgs298)的逻辑电路使用5v电源,功放级使用5~46v电压,下桥发射极均单独引出,以便接入电流取样电阻。l298(等)采用15脚双列直插小瓦数式封装,工业品等级。它的内部结构如图6所示。h桥驱动的主要特点是能够对电机绕组进行正、反两个方向通电。l298特别适用于对二相或四相步进电动机的驱动。

图6 l298原理框图
与l298类似的电路还有ter公司的3717,它是单h桥电路。sgs公司的sg3635则是单桥臂电路,ir公司的ir2130则是三相桥电路,allegro公司则有a2916、a3953等小功率驱动模块。
图7是使用l297(环形分配器专用芯片)和l298构成的具有恒流斩波功能的步进电动机驱动系统。

图7专用芯片构成的步进电动驱动系统
一、引言
本文介绍了由中小型PLC组成的控制系统在广东南海市第二水厂自控项目的应用。南海市第二水厂设计总规模为日供水100万m3,首期工程为日供水25万m3,于1997年4月建成投产,二期25万m3/d工程即将建成投产,自控项目主要对一期自控工程进行改造和二期自控工程建设,并为后续扩建预留接口。
二、生产工艺
本系统应用水厂的生产过程如图一示:

主要分为以下几个工艺过程:
(1)取水 通过多台大型离心泵将江河地表水抽入净水厂。
(2)药剂的制备与投加 按工艺要求制备合适的混凝剂,并投入混凝剂及氯气,达到混凝和消毒的目的。
(3)混凝 包括混合与絮凝,即地表水投入混凝剂后进行反应,并排出反应后沉淀的污泥。
(4)平流沉淀 与混凝剂反应后的水低速流过平流沉淀池,以便悬浮颗粒沉淀,并排出沉淀的污泥。
(5)过滤 沉淀水通过颗粒介质(石英砂)以去除其中悬浮杂质使水澄清,并定时反冲洗石英砂。
(6)送水 通过多台大型离心泵将自来水以一定的压力和liuliang送入城市管网。
三、控制方案

由于自来水生产工艺主要具有以下特点:(1)各生产工艺段相对独立,单体设备多。(2)采集的数据量大,整个系统共有数字量输入、输出超过3000路,模拟量输入、输出超过1000路,且工艺参数种类多,包括压力、liuliang、温度、差压、液位、电流、电压、功率等,但上下游相关联的生产参数少。(3)自来水生产具有连续性、性和不间断性。(4)各工艺段距离远,设备分散,组网相对复杂。根据以上特点,本系统选用OMRON的中小型PLC对各工艺段生产设备分散控制,利用OMRON Protocol和Controller bbbb组成网络,在各工艺段控制室和中控室设置上位机,构建人机界面进行生产管理和对生产数据进行后续处理。全厂控制网络如图二示。
在取水及送水工艺段上,主要设备由多台大型的离心水泵和10KV高压直配电机组成,每一电机由相应的高压配电柜控制,因此为每一面高压配电柜选用一台Sepam2000(施耐德生产,专用于配电柜控制的小型PLC)进行数据采集和控制,每一泵阀在现场选用一台OMRON CPM2A用于数据采集和控制,通过RS422接口连成网络,由控制室的OMRON C200HG中型PLC利用OMRON Protocol协议与它们通讯,对其读写数据和进行统一调度,这样可以节省大量的数据采集电缆,而且当某台PLC发生故障时可以方便断开其维修而不影响其它设备的正常生产。对于沉淀池排泥车的控制,由于排泥车在长达近百米的沉淀池上前后移动,因此其控制所用小型PLC利用电台与控制室间的C200HG通过RS232接口进行1:N通讯,电台型号为MDS-SCADA-24810,为直接数字调制解调电台,工作频率范围在2.4G~2.4835GHz,支持标准的异步通讯协议,工作稳定可靠,协议同样采用OMRON Protocol,软件用OMRON-CX-Protocol编制。二期滤池选用多个小型PLC(OMRON CQM1H)分散控制,可以较好地解决因控制设备故障造成全部滤池停产而影响安全供水的问题。整个Controller bbbb网络由中继器分成两段,主要是为了满足Controller bbbb对通讯距离的要求,同时可适应以后扩展的需要。系统中生产工艺所要求的全部参数都由PLC采集和控制,上位机只是人机界面和对生产数据进行后续处理,大大地tigao了系统的可靠性。本控制方案全部选用中小型PLC,对主要的生产设备分散控制,同时利用网络将它们紧密联结,实现集中管理,降低了故障风险,tigao了可靠性,是一种经济可行的方案。
四、相关中小型PLC介绍
1、OMRON C200HG 其具有速度快、功能强、编程方便和运行可靠的特点,大I/O点数达1184点,程序容量15.2K,指令执行时间为0.15μS~0.6μS,可支持各种通讯单元。
2、OMRON CQM1H 适用于分散控制的紧凑型PLC,I/O点数为512点,程序容量为7.2K,支持各种内装板和Controller bbbb单元。
3、OMRON CPM2A 是为满足10~60点I/O的系统控制操作而设计,能满足单体设备高效控制要求,有效地代替继电器控制器和传感器控制器。
4、Controller bbbb 是OMRON提供的一种工厂自动化网络。它可以在合适的PLC和各种微型计算机之间方便地、灵活地发送和接收大容量数据包,支持能共享数据的数据链接和在需要时发送和接收数据的信息服务,网络采用屏蔽双绞线电缆或光纤连接,大传输距离随波特率而变,在采用两层中继器的情况下,波特率在500kbit/s时,传输距离可达3Km,大支持62个节点。Controller bbbb网络是一种使用令牌总线通信的网络,这种总线型拓扑结构具有大的灵活性,易于扩充和维护,满足系统可扩展性的需求。由于采用了分布式控制技术,可确保Controller bbbb网络不会因某个站点故障而崩溃,tigao了系统的稳定性。
5、OMRON Protocol 利用OMRON的通讯板,与连接在RS232或RS422/485的各种通用组件(如各种牌子型号的PLC、现场仪表等)进行数据发送、接收的程序,通过通讯协议支持软件(OMRON-CX- Protocol)让用户自由编制,以PMCR指令就能够实行的原始通讯协议。
五、程序结构
本系统全部设备的控制都由PLC来完成,程序利用OMRON-CX-Programmer软件编制,在上位机上通过Controller bbbb网络或串行口传送至PLC的CPU单元。在各工艺段及单体设备其控制程序亦相对独立,部分相同的工艺采用子程序模式。对于部分要求较高精度的工艺参数的控制,则利用PLC的PID指令进行闭环控制,已能满足生产要求。因此程序结构比较简单,调试和维修方便。下面用水泵的开停和滤池的自动操作两个工序作说明。
1、水泵的开停控制流程 水泵的启动和停止由操作人员在上位机发送指令,由PLC一步化完成操作。程序结构图如图三示。

2、滤池自动控制流程 过滤由多格滤池共同完成,对于每一格滤池,其工艺过程基本相同,包括正常过滤和反冲洗状态,因此采用子程序的控制模式,程序结构图如图四示。

六、结束语
本项目是由工业计算机和中小型PLC组成的集散型控制系统,利用了PLC抗干扰能力强、组网方便、适用于工业现场的持点,在上位机能实现对全厂生产设备的控制和工艺参数的设置、调整与监测,满足大型自来水厂自动控制的要求。整个方案安全可靠、经济实用,易于编程、操作及维修,在广东南海第二水厂得到良好的应用。
- 宁夏西门子S7-200代理商 2024-05-08
- 海东西门子S7-200代理商 2024-05-08
- 西宁西门子S7-200代理商 2024-05-08
- 青海西门子S7-200代理商 2024-05-08
- 甘南西门子S7-200代理商 2024-05-08
- 临夏西门子S7-200代理商 2024-05-08
- 陇南西门子S7-200代理商 2024-05-08
- 定西西门子S7-200代理商 2024-05-08
- 庆阳西门子S7-200代理商 2024-05-08
- 酒泉西门子S7-200代理商 2024-05-08
- 平凉西门子S7-200代理商 2024-05-08
- 张掖西门子S7-200代理商 2024-05-08
- 武威西门子S7-200代理商 2024-05-08
- 天水西门子S7-200代理商 2024-05-08
- 白银西门子S7-200代理商 2024-05-08