
咸宁西门子S7-200代理商

咸宁西门子S7-200代理商
在 S7-1200 PLC 项目的数据块 DB1 中创建变量
1. 在项目中添加数据块 DB1
点击“项目树"下的“添加新块"。点击“数据块(DB)"按钮。去掉“仅符号访问"的勾选框,或者在 STEP 7 V11 版本中选择以“标准 - 与 S7-300/400 兼容"的方式。点击“确定"按钮。
西门子6GK7243-1EX01-0XE0
从 STEP 7 V12 版本开始,必须在添加数据块之后, 在数据块的属性中取消“优化的块访问"选项。
从固件版本为 V4 的 CPU 开始,需要 PLC 属性的“保护"菜单下,激活连接机制中“允许从远程伙伴(PLC,HMI,OPC…)使用 PUT/GET 通信"。
西门子6GK7243-1EX01-0XE0
2. 在 STEP 7 Basic 中分配变量
双击 DB1。在“名称"和“数据类型"下添加下面 3 个变量并给其赋“初始值"。
Item_01: "Byte"
Item_02: "Int"
Item_03: "DWord"
西门子6GK7243-1EX01-0XE0
3. 在 STEP 7 Basic 监视变量
使用 STEP 7 Basic 软件的监控表功能检查变量的值。在“项目树"下通过“添加新监控表"建立一个监控表,并在“名称"和“地址"中填写需要的变量。
本例中,添加下面 3 个变量:
Item_01: "DB1.DBB0"
Item_02: "DB1.DBW2"
Item_03: "DB1.DBD4"
硬件及网络组态
CPU采用两个315-2PN/DP,使用以太网进行通信。
在STEP7中创建一个新项目,项目名称为PN S7。插入两个S7-300站,在硬件组态中,分别插入CPU 315-2 PN/DP。如图3所示。
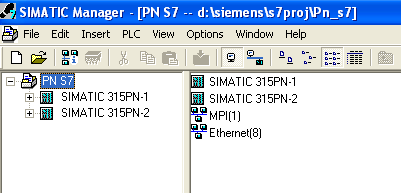
图3
新建以太网,打开“NetPro"设置网络参数,选中CPU,在连接列表中建立新的连接。如图4所示。
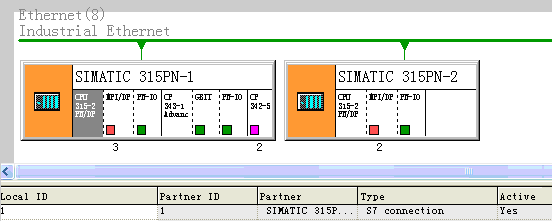
图4
然后双击该连接,设置连接属性。在“General"属性中块参数ID = 1,这个参数即是下面程序中的参数“ID"。在SIMATIC 315PN-1中激活“Establish an active connection",作为Client端,SIMATIC 315PN-2作为Server 端。
3. 软件编程
3.1. 无确认数据交换
SFB/FB 8 "USEND" 向类型为“URCV"的远程伙伴SFB/FB发送数据。执行发送过程而不需要和SFB/FB伙伴进行协调。也就是说,在进行数据传送时不需要伙伴SFB/FB进行确认。
S7-300:在REQ的上升沿处发送数据。在REQ的每个上升沿处传送参数R_ID、
ID和SD_1。在每个作业结束之后,可以给R_ID、ID和SD_1参数分配新数值。
S7-400:在控制输入REQ的上升沿处发送数据。通过参数SD_1到SD_4来指向要
发送的数据,但并非都需要用到所有四个发送参数。
然而,必须确保参数SD_1到SD_4/SD_1和RD_1到RD_4/RD_1 (在相应通讯伙
伴SFB/FB "URCV" 上)所定义的区域在以下几个方面保持*:
? ?编号
? ?长度
? ?数据类型
参数R_ID必须在两个SFB中*相同。如果传送成功完成,则通过状态参数DONE来表示,此时其逻辑数值为1。
SFB/FB 9 "URCV" 从类型为“USEND"的远程伙伴SFB/FB中异步接收数据,并
把接收到的数据复制到组态的接收区域内。
当程序块准备好接收数据时,EN_R输入处的逻辑值为1。可以通过EN_R=0来取
消一个已激活的作业。
S7-300:在EN_R的每个上升沿处应用参数R_ID、ID和RD_1。在每个作业结束
之后,可以给R_ID、ID和RD_1参数分配新数值。
S7-400:通过参数RD_1到RD_4来指向接收数据区。
必须确保参数RD_i/RD_1和SD_i/SD_1 (在相应通讯伙伴SFB/FB "USEND"
上)所定义的区域在以下几个方面保持*:
?? 编号
? ?长度
? ?数据类型。
通过NDR状态参数逻辑数值为1来指示已经成功完成复制处理过程。参数R_ID必须在两个SFB/FB上*相同。
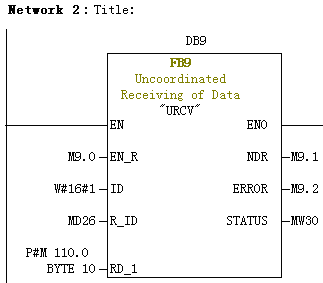
打开SIMATIC 315PN-1的OB1,在OB1中依次调用FB8,FB9如图5、图6所示:
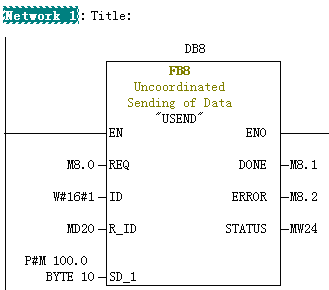
图5
程序中的参数说明见表2
| 参数 | 描述 | 数据类型 | 存储区 | 描述 |
| REQ | INPUT | BOOL | I、Q、M、D、L | 上升沿触发工作 |
| ID | INPUT | WORD | M、D、常数 | 连接ID |
| R_ID | INPUT | DWORD | I、Q、M、D、L、常数 | 连接号,相同连接号的功能块互相对应发送/接收数据 |
| DONE | OUTPUT | BOOL | I、Q、M、D、L | 为1时,发送完成 |
| ERROR | OUTPUT | BOOL | I、Q、M、D、L | 为1时,有故障发生 |
| STATUS | OUTPUT | WORD | I、Q、M、D、L | 状态代码 |
| S7-300: SD_1 S7-400: SD_i (1 ≤ i ≤ 4) | IN_OUT | ANY | M、D、T、Z I、Q、M、D、T、C | 发送数据区 |
表2 FB8参数说明
西门子PLC模块6ES7318-3FL01-0AB0技术参数
电气性能检查*存放的变频器,由于环境的影响和变频器器件的使用期限,必须定期对变频器进行电气性能的检查及保养。用这种方法并联的模块,不宜超过2个。用下面的方法之一可打开状态图表:22单击浏览条上的“状态图表"按钮。 通过携手中国高校提升其数字化设计和制造的教学水平,我们非常自豪能够响应和推动中国‘智能制造’的发展趋势。
如、、美的都在投资于智能电器。 相关问答编辑变频器变频器是利用电力半导体器件的通断作用将工频电源变换为另一频率的电能控制装置,能实现对交流异步电机的软起动、变频调速、提高运转精度、改变功率因数、过流/过压/过载保护等功能。 鉴于大环境和国内产业现状,“芯片国产化"作为我国“中国制造2025"战略重点突破方向之一,为国内芯片企业提供大量资金和政策支持,扶持国内芯片企业“芯片国产化"。

IT系统的复杂性是固然存在的,这也就决定了,“不出任何差错的系统至今还未问世"的现实。 在电阻负载条件下,输出直流电压达到55kV,电流达到15mA,工作频率为25.6kHz。840D与SINUMERIK_611数字驱动系统和SIMATIC7可编程控制器一起,构成全数字控制系统,它适于各种复杂加工任务的控制,具有优于其它系统的动态品质和控制精度
任何一种控制系统都是为了实现被控对象的工艺要求,以提高生产效率和产品质量。因此,在设计plc控制系统时,应遵循以下基本原则:
1. 大限度地满足被控对象的控制要求
充分发挥PLC的功能,大限度地满足被控对象的控制要求,是设计PLC控制系统的首要前提,这也是设计中重要的一条原则。这就要求设计人员在设计前就要深入现场进行调查研究,收集控制现场的资料,收集相关先进的国内、国外资料。同时要注意和现场的工程管理人员、工程技术人员、现场操作人员紧密配合,拟定控制方案,共同解决设计中的重点问题和疑难问题。
2. 保证PLC控制系统安全可靠
保证PLC控制系统能够长期安全、可靠、稳定运行,是设计控制系统的重要原则。这就要求设计者在系统设计、元器件选择、软件编程上要全面考虑,以确保控制系统安全可靠。例如:应该保证PLC程序不仅在正常条件下运行,而且在非正常情况下(如突然掉电再上电、按钮按错等),也能正常工作。
3. 力求简单、经济、使用及维修方便
一个新的控制工程固然能提高产品的质量和数量,带来巨大的经济效益和社会效益,但新工程的投入、技术的培训、设备的维护也将导致运行资金的增加。因此,在满足控制要求的前提下,一方面要注意不断地扩大工程的效益,另一方面也要注意不断地降低工程的成本。这就要求设计者不仅应该使控制系统简单、经济,而且要使控制系统的使用和维护方便、成本低,不宜盲目追求自动化和高指标。
4. 适应发展的需要
由于技术的不断发展,控制系统的要求也将会不断地提高,设计时要适当考虑到今后控制系统发展和完善的需要。这就要求在选择PLC、输入/输出模块、I/O点数和内存容量时,要适当留有裕量,以满足今后生产的发展和工艺的改进。
鄙人原本是化工毕业的,后因工作需要,加之个人兴趣,才转行搞仪表、机械。十年前,我刚开始使用plc时,也是一头雾水。仗着自己对硬件、工程知识的熟悉,和对组态软件的粗浅了解,硬着头皮接下了任务。当时已经来不及接受培训,相关资料极其缺乏,仅有的参考资料是一本英文的S7-200手册,以及西门子网站上找到的一些全西文的示例,总算在三个月内完成了系统的构建、软件的编写工作。期间走弯路、出故障是家常便饭,经常搞得我茶饭不思,而且还由于操作不慎烧毁过一台PLC。所以我非常理解那些刚入门的网友两手抓瞎的感觉。 |
- 黄冈西门子S7-200代理商 2024-05-08
- 孝感西门子S7-200代理商 2024-05-08
- 鄂州西门子S7-200代理商 2024-05-08
- 荆门西门子S7-200代理商 2024-05-08
- 宜昌西门子S7-200代理商 2024-05-08
- 荆州西门子S7-200代理商 2024-05-08
- 十堰西门子S7-200代理商 2024-05-08
- 襄阳西门子S7-200代理商 2024-05-08
- 黄石西门子S7-200代理商 2024-05-08
- 武汉西门子S7-200代理商 2024-05-08
- 湖北西门子S7-200代理商 2024-05-08
- 驻马店西门子S7-200代理商 2024-05-08
- 周口西门子S7-200代理商 2024-05-08
- 信阳西门子S7-200代理商 2024-05-08
- 商丘西门子S7-200代理商 2024-05-08