
西门子模块6ES7211-0AA23-0XB0现货库存






西门子模块6ES7211-0AA23-0XB0现货库存
引言
炼钢和烧结希看生石灰的质量及CaO含量越高越好。石灰竖炉生产过程同高炉炼铁一样上料正确、布料均匀,焦炭、石灰石配比公道,是烧出好石灰的关键所在,同时要求配合公道的排灰时间。完全靠人工上料、配料、布料及排灰的方式远远不能满足以上要求,严重制约着生石灰产品质量的进步。针对这一情况对钢1#、钢2#石灰竖炉进行彻底改造,引进三菱FX2N——128MR可编程序控制器,同时将风机电机及上料电机都采用变频器控制,使风量大小可根据炉温料位高低,料密度大小任意调节,改变了原来风量大小靠调节管道阀门因控制不jingque而出现过烧或欠烧的情况,达到了科学控制的目的。
 整个工艺由四大部分组成:
整个工艺由四大部分组成:
(1)烟气处理系统:锅炉烟气通过除尘器,经雾化增湿和初步脱硫后进入脱硫塔,在塔内烟气与脱硫液逆流接触传质反应。完成脱硫后的烟气通过塔体上段的高效除雾装置,除去烟气中的雾滴,可有效地防止风机带水。净化后的烟气经过烟囱排放,出脱硫塔的脱硫液进入循环系统。
(2)脱硫液循环系统:包括泵前池、反应池、沉淀池、化灰池、石灰浆储池、循环池等。出脱硫塔的脱硫液流入反应池与加入的石灰反应,钠碱得到再生,再生后的脱硫液在沉淀池中沉淀出固相产物后流入泵前池,再由循环泵打回脱硫塔内继续使用,在反应池和泵前池设置ph自动监控报警系统,根据ph值的变化情况调整系统加入石灰浆液和钠碱液量。
(3)脱硫灰渣处理系统:在化灰池中经化灰处理的石灰浆液流入石灰浆储池,根据ph值的控制要求打入反应池。
(4)脱硫产物处理系统:包括沉淀池、氧化池、压滤机等。沉淀池中的硫酸钙和亚硫酸钙水合物由渣浆泵打入渣浆池,经压滤处理后综合利用,清液则泵回循环池重复使用。
4 控制系统网络结构与控制方式
4.1 系统网络结构
本系统根据该脱硫系统工艺要求和设计要求,采用德国西门子公司的s7-300系列plc为主控制单元。其实用和维修方便,运行速度快,可靠性高,易于扩展。按“集中管理,分散控制”的原则,采用了分布式结构。该脱硫系统的自动控制系统由主控制室监控、plc就地控制站和现场仪表及电控柜构成二级监控网络。系统结构如图2所示。

图2 系统结构图
控制系统为1台监控计算机,还有1个plc控制主站。通过现场总线将主控制室和plc就地控制站中相连接,便于监控。并将主控制室的计算机接入以太网,由管理机完成各项管理功能。这样整个自动化监控系统便形成了,从而实现了数据采集、处理、监视及对现场设备进行控制等功能。
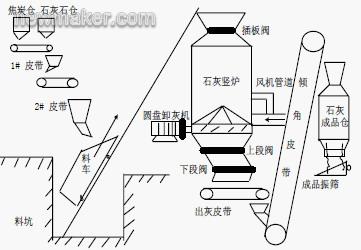
图1 石灰竖炉工艺流程图
1 控制系统设计
本控制系统采用的三菱FX2N——128MR可编程序控制用具有0—77点输进和0—77点输出,采用FX—20P型便携式简易编程器,HPP本体内附8K步程序存储器(FX-EEPROM—8),用超级电容器作断电后备,具有性能可靠、程序编写调试方便、快捷等特点。本控制系统程序先用梯形图设计,然后用编程器转换成程序语句,输进可编程序控制器中调试好后即完玉成部工作。
在系统设计过程中,根据石灰竖炉生产工艺流程(图1)和上料要求,将自动控制部分划分为:1#、2#供料;1#、2#上料;1#、2#卸灰及公共卸灰等7部分,各部分互联为一体。
1.1 钢1#炉供料PLC系统设计
钢1#炉供料PLC梯形图如图2所示。图中,X21为料车到底(主令)发料信号,X22为1#皮带开车信号(1KM 常开辅助触点),X23为2#皮带开车信号(1KM 常开辅助触点),T4为给焦时间(调节给焦量),T5为给石时间(调节给石量),T6设定时间为T1+T2+T4或T5(取大值)+15 s(皮带输送完料时间),T7为延时振石以便和焦炭同步下到料车里时间。
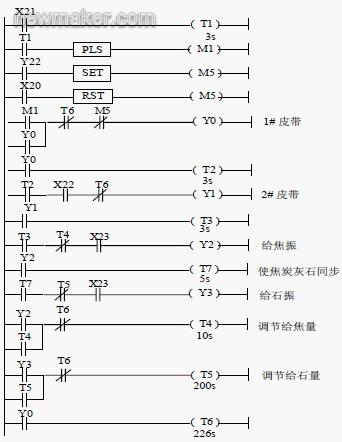
图2 钢1#炉供料PLC梯形图
钢1#炉供料PLC部分自动过程如下:
料车到底(X21),延时3s (T1)开1#皮带(Y0),再延时3s (T2)开2#皮带(Y1),再延时3s (T3)振焦炭(Y2),振焦后延时5s (T7)振石(Y3)。
1.2 钢1#炉上料PLC系统设计
钢1#炉上料PLC梯形图如图3所示,图中,T21为料车下降超时保护,T22为料车上升超时保护,T24为料车上升行程到四分之三处所用时间,T25为插板阀开启过程时间,X1为插板阀开到位信号,X20为车到顶信号(离开消失),X21为车到底信号(离开消失),X22为1#皮带开信号,X31为开插板信号(来自卷扬主令)。
钢1#炉上料PLC部分自动过程如下:
卸灰部分上段阀关到位后(T34),料车开始上升(Y22),延时65s(T22)(或料车上升到减速(X31)时),开炉顶插板阀(Y23),预备下料。料车到顶(X20)延时3s(T20)料车自动下降(Y21),料车下降炉顶插板阀关回(Y23)。另外,为了避免炉顶卡料,假如插板阀5s(T25)后仍未开到位(X1),则自动停卷扬(Y22),防止炉顶溢料。
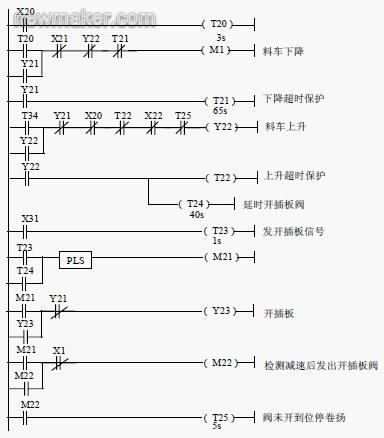
图3 钢1#炉上料PLC梯形图
1.3 钢1#炉卸灰PLC系统设计
钢1#炉卸灰系统PLC梯形图如图4所示,图中,T30为卸灰周期,T33为圆盘机工作时间(调节每次出灰量),T34为上段阀打开时间(值为T33+5s),T35为共用卸灰部分的出灰皮带开后延时开下段阀时间,T36为定时关下段阀时间,X3为上段阀开到位信号,X5为下段阀开到位信号,X7为卸灰段自动位信号,X25为出灰皮带开信号。

图4 钢1#炉卸灰系统PLC梯形图
钢1#炉卸灰系统PLC部分自动过程如下:
打自动(X7)后,即进进卸灰周期(T30),卸灰周期(T30)到后,先开上段阀(Y31),延时2s (T32)开圆盘卸灰机(Y32),延时10s (T33)后停圆盘(Y32),再延时5s (T34-T33)后封闭上段阀(Y31)(此时料车开始自动上升),上段阀关后,共用卸灰部分先开倾角皮带,然后开出灰皮带(X25),出灰皮带开后延时2s (T35)开下段阀(Y33),下段阀开后延时15s (T36)封闭(Y33)。
1.4 钢1#炉、钢2#炉共用卸灰部分PLC系统设计
钢1#炉、钢2#炉共用卸灰部分PLC梯形图如图5所示,图中,T71为防止1#炉2#炉上段阀封闭时抖动时间,T72为倾角皮带开后延时开出灰皮带时间,T73为1#炉2#炉下段阀都封闭后停倾角皮带时间,X4为1#炉上段阀关到位,X6为1#炉下段阀关到位,X44为2#炉上段阀关到位,X46为2#炉下段阀关到位,X26为倾角皮带开车信号。

图5 钢1#炉、钢2#炉共用卸灰部分PLC梯形图
钢1#炉、钢2#炉共用卸灰部分PLC自动过程如下:
1#炉上段阀关到位(X4)或2#炉上段阀关到位(X44),延时2s (T71)开倾角皮带(Y72),倾角皮带开后,延时3s (T72)开出灰皮带(Y71);当1#炉下段阀关到位(X6)且2#炉下段阀关到位(X46)后,停出灰皮带(Y71),然后停倾角皮带(Y72)。
1.5 钢2#炉供料PLC系统设计
钢2#炉供料PLC梯形图如图6所示,图中,X51为料车到底(主令)发料信号,X52为1#皮带开车信号(1KM 常开辅助触点),X53为2#皮带开车信号(1KM 常开辅助触点),T44为给焦时间(调节给焦量),T45为给石时间(调节给石量),T47为延时振石以便和焦炭同步下到料车里时间,T46设定时间为T41+T42+T44或T45(取大值)+15s (皮带输送完料时间)。

图6 钢2#炉供料PLC梯形图
钢2#炉供料PLC部分自动过程如下:
料车到底(X51),延时3s (T41)开1#皮带(Y41),再延时3s (T42)开2#皮带(Y42),再延时3s (T43)振焦炭(Y43),振焦后延时5s (T47)振石(Y44)。
1.6 钢2#炉上料PLC系统设计
钢2#炉供料PLC梯形图如图7所示,图中,T51为料车下降超时保护时间,T52为料车上升超时保护时间,T54为料车上升行程到四分之三处所用时间,T55为插板阀开启过程时间,X41为插板阀开到位信号,X50为车到顶信号(离开消失),X51为车到底信号(离开消失),X52为1#皮带开信号,X61为开插板信号(来自卷扬主令)。

图7 钢2#炉供料PLC梯形图
钢2#炉上料PLC部分自动过程如下:
卸灰部分上段阀关到位后(T64),料车开始上升(Y52),延时65s(T52)(或料车上升到减速(X61)时),开炉顶插板阀(Y53),预备下料。料车到顶(X50)延时3s(T50)自动下降(Y51),料车下降炉顶插板阀关回(Y53)。另外,本部分为了避免炉顶卡料,假如插板阀5s(T55)后仍未开到位(X41),则自动停卷扬(Y52),防止炉顶溢料。
1.7 钢2#炉卸灰PLC系统设计
钢2#炉卸灰系统PLC梯形图如图8所示,图中,T60为卸灰周期,T63为圆盘机工作时间(调节每次出灰量),T64为上段阀打开时间(值为T33+5s),T65为共用卸灰部分的出灰皮带开后延时开下段阀时间,T66为定时关下段阀时间,X43为上段阀开到位信号,X45为下段阀开到位信号,X47为卸灰段自动位信号,X25为出灰皮带开信号。

图8 钢2#炉卸灰系统PLC梯形图
钢2#炉卸灰系统PLC部分自动过程如下:
打自动(X47)后,即进进卸灰周期(T60),卸灰周期(T60)到后,先开上段阀(Y61),延时2s (T62)开圆盘卸灰机(Y62),延时10s (T63)后停圆盘(Y62),再延时5s (T64-T63)后封闭上段阀(Y61)(此时料车开始自动上升),上段阀关后,共用卸灰部分先开倾角皮带,然后开出灰皮带(X25),出灰皮带开后延时2s (T65)开下段阀(Y63),下段阀开后延时15s (T66)封闭(Y63)。
以上各部分相互联系,使整个控制过程有序进行,环环相扣,形成一个完整的工艺控制流程。
2 结束语
通过以上改进后,石灰竖炉单炉生产周期明显缩短,由于上料正确、布料均匀,焦炭、石灰石配比公道,使炉内风量均匀,透气性好,生石灰产量尤其是质量得以明显进步,单炉日产由原不足50吨进步到近100吨,CaO含量由50%进步到80-85%,其它各项指标均得以进步。由于配料公道、布料均匀、风量自由调节等,使炉内过烧(结瘤)和生烧现象得以根本消除,产量和质量都完全满足炼钢和烧结生产方面要求,为今后生产发展奠定了良好基础,同时自动控制的应用减少了人工误操纵,使设备故障率下降,大大降低了设备材料消耗,减少了本钱,达到了增产增效增收三重目的。
