
西门子模块6ES7222-1HD22-0XA0售后无忧







西门子模块6ES7222-1HD22-0XA0售后无忧
1 引言
金属丝材是基本常用的金属深加工制品。生产金属丝材的金属拉拔机械简称拉丝机。随着国家对不可再生资源的日益关注,提倡节约,在整个电线电缆行业,越来越多的厂家开始尝试开发新型的生产设备,如铜包铝设备,由此延伸出来的三联拉等高端设备的潜在市场显得非常巨大,张家港维达机械正是看到了这样的商机,因此投入人力、物力开始研发新型的三联拉设备。在竞争激烈的拉丝机市场,单片机开发的专用控制器以及拉丝机专用变频器系统虽然结构简单造价低廉,但是对于工艺条件要求严格的高端拉丝机,由触摸屏、PLC与变频器系统集成的方案具有更加的自动控制技术优势。
2 拉丝机工艺描述
拉丝机种类繁多,按照拉丝的线径大小可以分为:微拉机(线径单位:丝)、小拉机(线径单位:0.Xmm)、中拉机(线径单位:mm)、大拉机(线径单位:1X mm)从拉丝机内部控制方式和机械结构来说,又可以分为水箱式、滑轮式、直进式等主要的几种。对于不同要求,不同精度规则的产品,不同的金属物料,可选择不同规格的拉丝机械。而于钢丝生产企业和高端丝材,针对材料特性,其精度要求和拉拔稳定度高,因此使用直进式拉丝机较多。尽管拉丝工艺不同,但其工作过程基本上可以划分成放线、拉丝、收线等3部份工艺过程。
金属丝的放线,对于整个拉丝机环节来说,其控制没有过高的精度要求,大部分拉丝机械,放线的操作是通过变频器驱动放线架实现的,但也有部分双变频控制的拉丝机械,甚至直接通过拉丝环节的丝线张力牵伸送进拉丝机,实现自由放线。拉丝环节是拉丝机为重要的工作环节。不同金属物料,不同的丝质品种和要求,拉丝环节有很大的不同,本文将详细分析设计直进式拉丝机自动控制系统。收线环节的工作速度决定了整个拉丝机械的生产效率,也是整个系统难控制的部分。在收线部分,常用的控制技术有同步控制与张力控制实现金属制品的收卷。
3 系统设计
3.1 直进式三联拉丝机系统方案设计
直进式三联拉丝机自动化系统框图参见图1。

图1直进式三联拉丝机自动化系统框图
三联拉属于大型拉丝机,拉出丝的线径较粗(大线径14mm),因此需要电机在低频启动时要能提供足够大的输出转矩。这样对于变频器的低频特性有较高的要求。因此在做方案时选择了使用B系列的变频器,矢量控制能较普通变频器在低频控制时,让电机的输出转矩有明显的提高。
三联拉不同于传统的拉丝机,一般的拉丝机分为双变频和单变频控制两种。因此在控制上只要PID参数在调试的过程当中能够合理设置,让收线的速度通过积分的作用跟随拉丝的速度,将积分增益设置的大一些,而积分周期要长一些,这样控制效果会比较理想。而三联拉分为两级拉伸,从拉的速度跟随主拉的速度,同时收线的速度要快速跟随从拉的速度。当主拉速度变化时,从拉及收线的速度要跟随主拉的速度同升同降,并且由于主拉加减速打破了之前的平衡状态,要求从拉及收线的要快速响应,达到新的平衡状态。尤其是收线要更加要快速响应。由于控制对象相互之间在速度上相互影响,因此在应用普通拉丝机的控制方法,使用简单的PID调整就很难使得从拉和收线达到平衡。积分作用的滞后,同时平衡杆可调节的范围又比较小,如果不能快速响应,会出现摆杆回到平衡位置的时间较长,同时在回到平衡位置后,由于积分的累计使得前后速度已经有较大的差异,又造成超过平衡位置,此时后一级又需要经过一段时间的积分作用才能将速度校正过来,但由于积分作用的滞后使得还未将平衡杆校正过来,可能丝就已经被拉断了。因此需要一种新的控制算法,要能够快速响应主速的变化,同时不能够超调,造成系统的震荡。具体的控制算法在下文进行详细的介绍及说明。
3.2 控制系统结构与算法设计
(1)系统控制结构。系统控制结构如图2所示。

(2)控制算法设计。根据实际控制对象的特性,要求快速响应,同时调节范围有限。因此考虑用比例的关系进行调整,因为大拉机械设计上与微拉、小拉、中拉有很大的不同。前者收线都存在卷径的变化,由卷径的变化而影响速度。而大拉的收线部分不同于前者,可以忽略卷径的变化。算法如下公式所示:


图3 同步比例系数设定画面

3.3 台达机电产品应用设计

(2)PLC—变频器电气设计。在配置上选用比较有特色的DVP10SX00R的主机,该主机上自带2路模拟量输入和2路模拟量输出,解析度12位。另外选用DVP02DA-S的模块,一路作为两个平衡杆电位器的电源,另外一路作为收线变频器的速度给定。而主机上自带的2路DA,分别作为主拉变频、从拉变频的速度给定。另外2路AD则分别作为2路电位器的反馈输入,参见图4。这样不仅仅能够为客户节省大幅的成本,同时安装尺寸也非常小,节省了安装空间。

4 系统调试
在整个调试过程中,不仅要合理的调整反馈比例系数。同时也要注意主拉、从拉在正常运行过程中出力的不同。可以想象由于原料丝的线径粗,即道拉伸主拉电机要出更多的力,即主拉在低速启动时需要较高的转距,如果仅仅单纯的去调试PLC程序,改变反馈比例系数,在拉不同线径的丝时,控制的效果一定是会发生变化的。我们不可能要求操作人员去动态的调整反馈比例系数。其实只要将主拉的V/F曲线调整的合理,提高低速转距或者根据实际情况还可以将主拉变频的控制方式改成矢量控制,来弥补低速运行时出力不足的情况。
如果主拉的控制方式采用矢量控制,在负载较重的时候,会发现平衡杆频繁震荡。
如果观察运行电流,会发现电机运行电流忽大忽小,之所以会出现这种情况的原因是由于采用矢量控制时,变频的输出电流会进行补偿,以提高电机的输出转矩。而电流改变的太频繁,会造成上述的现象,如何解决?可以增大转矩补偿低通滤波时间,增大该值可以非常有效的克服振动的现象。这一点是非常关键的。
整个系统在运行中可以分启动、加速、减速、停车过程。启动要求主拉具有较高的启动转矩,在拉大线径时也要能有足够的力量。在加速的过程中需要从拉的加速时间要小于主拉的加速时间,目的是为了快速跟随主拉速度的变化,同时也能及时的对平衡杆的变化响应出来。收线在加速的过程中,加速时间要比从拉更小,因为收线要更加快速的对主拉或从拉速度的变化进行快速响应。在减速和停车的过程中,也要合理的对主拉、从拉、收线的减速时间进行设定。以保证在停车时平衡杆能够停在平衡位置附近。
5 结束语
基于台达机电技术的三联直进式金属拉丝机系统已经投入试车运行。系统启动、加速、减速、停止的动态过程实际效果达到预期设计。平衡杆始终在平衡位置上下很小的一个范围内轻微的摆动。本套系统区别于其它系统,能够自动调整线径的变化造成的伸长率的变化。同步比例系数自动调整,非常灵活。
一、前言

帘子布织机是属于剑杆织机一类,普通织机机械结构主要包括送经机构、主机、卷取机构、选纬机构、储纬机构、多臂机构;电控部分主要包括主控部分(包括主电机、电子选纬、电子多臂等);电送电卷部分(送经电机、卷取电机控制)。不过由于帘子布织机是属于剑杆织机特类,所以它在拥有一般织机性能的同时,亦有其特殊的一面。主要体现在:简单机械多臂、固定一个纬纱、送经机构和卷曲机构亦有所差异、有大卷装机构部分等方面。
以往帘子布织机电控系统结构如下:
1.主控部分采用单片机控制,包括主机采用离合器控制、显示部分一般采用LCD。
2.送经/卷曲(包括大卷装)大部分采用机械联轴控制,即使采用变频控制,一般都是模拟控制某一部分。
这种控制结构的缺点:
A.机械结构复杂、维修难;因为它很多都要通过机械传动来实现。
B.车速一般不是很快;一般在200转/分~350转/分。
C.显示信息不完善、自动化程度不高。
根据以上对帘子布织机及其原控制系统分析,通过与用户的合作,我们提出了一种采用以台达 ES型PLC、DOP-A型HIM、B/M型变频器构建的新颖电控系统,如图2 :

它的创新主要体现于:
1.主机采用台达 B型矢量型变频器控制,摆脱了传统的离合器控制模式,同时实现主机电气无极调速功能。
2.送经电机、卷曲电机、大卷装均采用台达 M型变频器控制。
3.运用台达 MODBUS通讯协议构建主机、送经电机、卷曲电机、大卷装控制系统;摆脱了传统的模拟量控制。
4.信号采集及处理采用台达ES型PLC作为CPU处理中心。
5.显示采用台达人机界面;摆脱了传统的LCD模式。
由该控制系统构建的帘子布织机有着以往织机无法比拟的优点:
A.机械结构大大简单化。
B.度可高达450转/分,这是同类机种高不可攀的车速。
C.主机采用变频控制,使织机车速可变频调速控制。
二、主要工艺
1.逻辑部分
A.快车:正常开车(高速);主机、送经、卷曲、大卷装同步。
B.慢车:正常开车(低速);主机、送经、卷曲、大卷装同步。
C.点动:以低速寸动;主机、送经、卷曲、大卷装同步。
D.机头布开车:大卷装布两头端开车,主机、送经、卷曲、大卷装步,和快车的区别在于二者的比例不同。
E.紧经/松经:主机不动、送经、卷曲、大卷装按一定比例点动运转。
F.卷布/退布:大卷装按一定速度点动运转。
G.正常停车:通过停车按钮停车,停车过程是:接受停车信号后,主轴转到停车角度后迅速封纬、高压-低压刹车。
H.经停:断经停车,在检测到断经信号后和正常停车过程一样。
I.纬停:断纬停车,在检测到断纬信号后和正常停车过程一样。
J.纬停:缺纬停车,在检测到缺纬信号后和正常停车过程一样。
K.计数到停车:卷装布生产布长到达设定长度时停车。
L.急停:通过急停按钮紧急停车,整个控制电源切断,进入准备阶段。
2.同步控制
由于本系统主机、送经电机、卷曲电机、大卷转均采用变频控制,根据工艺和织物要求必须对其采用比较严格的同步控制,即快车启动过程、调速过程、停车过程、点动过程、慢车过程、紧经/松经过程均要有相应的同步工艺控制要求。
本案例采用的同步比例原理如下:
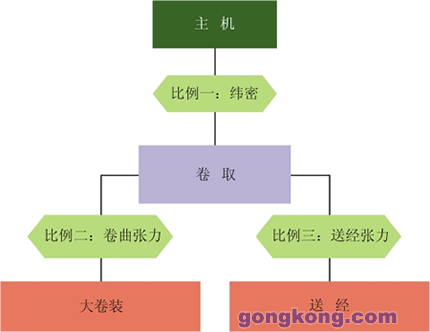
说明:
(a).主机改变整机速度;
(b).纬密改变卷取速度;
(c).卷曲张力改变大卷装速度;
(d).送经张力改变送经速度。
三、控制系统结构
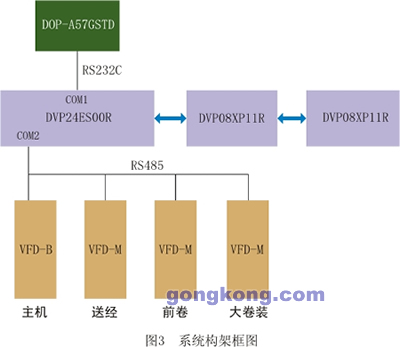
1.件系统构架:
A.结构框图
注:
PLC对变频器的控制速度采用RS485、运行/停止采用I/O控制,原因在于:运行/停止控制采用I/O控制相比RS485控制较安全、可靠!
B.端口定义:

2.软件系统构架
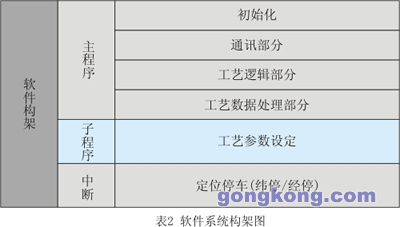
说明:
A.初始化程序主要处理一些运行参数、工艺参数、通讯格式等在停车、开车、上电时的保存或调用等功能。
B.通讯部分主要实时处理PLC对四台变频器速度通讯控制。
C.工艺逻辑、数据处理部分主要实现根据该剑杆织机的工艺要求。
D.整个工艺参数设定是采用子程序处理,目的减少程序扫描周期。
E.为了快速、定位停车,程序采用中断处理。
四、调试过程
本项目调试分三步:
1.在机械厂调试(空载调试):调试内容主要是整个电路接线检查、通讯调试、工艺逻辑基本实现。
2.户厂现场调试(带载调试):调试内容主要根据终用户的要求实现工艺的完善,终能达到客户要求、并生产出合格的产品。
3.运行一段时间后对出现的问题加以解决及整个系统的跟踪完善。
五、技术参数
1.变频器参数
A.通讯参数组通讯格式:9600 7 E 1 (ASCII)。
B.基本参数组:频率、运行控制来源;加减速时间、曲线;中间频率、电压设定等。
C.保护功能参数组设定:开启过电压/电流失速功能及大小。
D.特殊参数组停车直流制动(时间、准位、频率)设定:关闭AVR。
2.工艺参数人机界面设定
人机部分主要实现人参与控制系统的途径。它主要包括:显示部分、设定部分、操作部分、历史故障部分;其中设定主要是主机速度设定、纬密设定、卷曲、送经张力等。
六、结论
本系统已在江苏泰州化纤厂使用,系统稳定可靠。系统实时监控,具有结构简单,操作方便,界面简洁,稳定可靠,成本低廉等特征,是传统控制系统的佳替代产品,可供相关市场及系统市场营销、设计人参考,该系统具有大批量产品化潜力,具有广阔的市场前景
