西门子模块6ES7214-2AS23-0XB8参数方式






西门子模块6ES7214-2AS23-0XB8参数方式
PLC 的基本功能
逻辑控制功能、定时控制功能、计数控制功能、步进控制功能、数据处理功能、回路控制功能、通讯联网功能、监控功能、停电记忆功能、故障诊断功能。
单片机和 PLC 的区别
从本质上说,PLC 其实就是一套已经做好的单片机系统。此外:
1.PLC 是一种比较成熟的单片机组成的控制系统。它是一款经过调试成熟稳定的单芯片应用系统的产品。具有很强的通用性。
2. 微控制器可以形成各种应用系统,用途更广泛。就“单片机"而言,它只是一个集成电路,必须与其他组件和软件结合才能形成系统。
3. 从项目使用的角度来看,将 PLC 用于单个项目或几个重复次数较少的项目是快捷方便的西门子模块代理商。成功率高,可靠性好,但成本高。
4. 对于大型配套项目,单片机系统的使用具有成本低,效率高的优点,但必须具有相当的研发实力和行业经验才能使系统稳定。
PLC *自学入门需要学什么
首先要了解电工知识、了解电器如果去控制,了解各种执行机构,然后就是了解 PLC 的工作方式,输入输出回路,后了解相应的工艺。
1. 学习 PLC 首先要选好学习那一个厂家的 PLC,日系的 PLC 内部软件集成度高应用简单 . 早期的 OMRON、三菱应 用比较多、现在由于贸易和国际间的合作关系应用西门子 PLC、罗克韦尔的多一点。
2.PLC 并不是一门单一的编程技术,它是一门系统课程。PLC 可以广义的认为是一台背嵌入操作系统的高可 靠性 PC 机。首先需要精深 PLC 本身的编程语言梯形图等。达到这个水平你只能读懂编好的程序,并可 以设计一些工程需要程序。在这行业还需要应用 VB、VC ++实现串口的通信,集散控制系统。在一些大型程序 中还需要用到数据库的知识。
3.PLC 是一门侧重应用方向的学科。所以要多一点实践。例如每次到现场调试,调用下现场的程序进行查看,从中了解下程序的构造,和其它的程序有什么不同和特性。
。但是为了避免与个人计算机的简称混淆,所以将可编程控制器简称 PLC。从产线到控制系统,看PLC可编程控制技术如何改变食品工业?2018-05-22 15:35 预计 12 分钟读完
基于监控计算机(PC),可编程控制器(PLC),人机界面(HMI),智能仪表,工控通信网络 DCS(分布式控制系统)和 FCS(现场总线控制系统)的自动化已成为现代工厂的技术支柱,并在国内外的现代化生产线广泛应用。据有关部门统计:近年发运的 PLC 中按终用户分:汽车占 23%;食品加工占 16.4%;化工占 14.6%;金属矿山占 11.5%;造纸占 23.1%,可见,食品加工业 PLC 系统的应用仅次于汽车行业居第二领域。
在我国石化,冶金,电气,化肥等行业已完成了原有继电器控制系统的自动化升级,相比之下相对落后的食品工业是在 90 年代初从国外成套引进面粉加工生产线后,以 PLC,PC 机为核心的自动控制和管理系统才逐步为业界所了解和推崇。科技的迅猛发展有力的促进食品工业的技术改造,食品加工企业在重组改制中逐步向规模化,现代化发展,食品加工向精加工,深加工发展。尤为引人注意的是 PLC 可编程控制技术在食品工业的技改和新建项目中的广泛应用。PLC 控制取代了继电器控制;工艺流程的计数机终端动态显示取代了模拟屏显示;PC 机与集散控制网络使整个生产线处于计数机控制和管理下,*改变了传统食品加工的落后面貌,成为行业发展趋势和方向。
本课题主要研究由 PLC,人机界面组成的自动控制系统在一个蛋黄派自动生产线的应用:从用户提出的控制要求入手,对蛋黄派生产线的整理部分的综合分析,通过 PLC 编程实现基本控制要求,再通过现场调试对各部件进行定时和定位,并对工艺参数进行调整,通过触摸屏设计一套人性化,简单化的人机界面,终满足控制要求和工艺要求。本课题内容主要为 PLC 在该生产线上的应用。
1. 生产线控制要求
(1)设备工艺流程搅拌 - 成形 - 烘烤 - 冷却 - 杀菌 - 包装
(2)整理部分的控制要求如下:
①在蛋黄派经过烘烤,甩油,冷却后进入整理部分。
其整理部分包括灌奶和刮料。蛋黄派经过吸盘装置从吸盘部分转移到了整理部分。也就是蛋黄派被吸盘带到了灌奶输送传送带上,在传送带前端有一个物料检测输送信号 X0,当 X0 检测到有信号后,经过灌奶输送延时,延时时间到后灌奶输送伺服 Y0 运行,启动传送带。
②灌奶装置能分别为左右两边的蛋黄派灌奶,当左边检测灌奶信号 X1 检测到信号后,灌奶输送停止,同时左边灌奶运行电磁阀运行,经过灌奶运行电磁阀运行延时,延时时间到后,左边灌奶开关口电磁阀打开,同时开始抽料,经过左边灌奶开关口电磁阀开延时,时间到后,关上左边灌奶开关口,同时左边灌奶挤料电磁阀运行,开始挤料,经过左边灌奶挤料延时西门子模块代理商,时间到后挤料结束,灌奶输送运行,经过以后物料延时,延时时间到灌奶输送停止,重复第 2 步动作,直到完成预定的排数。(灌奶运行电磁阀,开关口电磁阀,挤料电磁阀都要有运行延时和关断延时)。
③当右边检测灌奶信号 X2 检测到信号后,灌奶输送停止,同时右边灌奶运行电磁阀运行,经过灌奶运行电磁阀运行延时,延时时间到后,右边灌奶开关口电磁阀打开,同时开始抽料,经过右边灌奶开关口,电磁阀开延时,时间到后,关上右边灌奶开关口,同时右边灌奶挤料电磁阀运行,开始挤料,经过右边灌奶挤料延时,时间到后挤料结束,灌奶输送运行,经过以后物料延时,延时时间到灌奶输送停止,重复第 3 步动作,直到完成预定的排数。
(灌奶运行电磁阀,开关口电磁阀,挤料电磁阀都要有运行延时和关断延时)。
④刮料伺服在灌奶输送停止时(一轮循环结束时的停止)进行刮料。
⑤整理有 3 组,整理信号一,整理信号二,整理信号三分别对应 X3,X4,X5,检测到信号后对应的整理电磁阀动作,经过一定延时后复位。两个下料信号和检测下料信号对应两个下料伺服。
⑥设有整理下料一伺服急停复位,整理下料二伺服急停复位,蛋糕输送急停复位,刮料急停复位,灌奶急停复位。同时要有信号报警系统。
⑦要有手 / 动切换,按下启动按钮后知道执行自动控制。
⑧各总参数要求能在触摸屏上能显示并设置。并设有出厂值设定和恢复出厂值,要有参数记录和恢复上次记录。
⑨要有一个整套流水线的监控画面,反应各个控制状态。
⑩设一个服务时间。能更改服务时间控制机器的有效运行时间,时间到后禁止所有输出。
6ES7317-6FF04-0AB0参数详细
2. 控制系统分析
控制系统分析先要根据控制要求分配 I/O 点数,根据 I/O 点数和控制要求选择 PLC 型号,再选择变频器,触摸屏,伺服型号,然后根据控制要求画出程序流程功能框图。
3. 型号选择
PLC 型号选择:根据输入输出点分配情况选择 60 点的 PLC,再加 1 个扩展模块,因为需要脉冲输出选择晶体管型的,所以选择 PLC 型号为 XC3-60T-E,外加 1 个扩展模块 XC- E8X8YR. TP 型号选择:10.4 寸大屏幕的 256 色的 TFT 真彩,应支持 RS-232/RS485/RS422 通讯,所以选择 TPA61-T 变频器选择:EDS1000-4T0022G/B. 伺服选择:VEC-VB-R40H21B-M-B. 4 控制系统设计
(1)PLC 与变频器的通讯
本系统用到了 4 台变频器,即四台变频器与一个 PLC 的通讯。由于其 PLC 为信捷的 XC 系列而变频器用的是易能的 EDS1000 系列的,它们之间不能通过 MODBUS 通讯进行,而要求用自由格式通讯。
自由格式通讯是指其通讯格式可根据用户需求自行定义。
起始符(1 字节)数据块( 128 字节)终止符(1 字节)
通讯以数据块形式传送,每块可传送 128 字节,同时也可根据实际运用情况给每块设置一个起始 / 终止符,也可不设。设置后,PLC 在发送数据时,自动加上起始 / 终止符,而当在接收数据时,则会去掉起始 / 终止符。
因此,当 PLC 采用自由格式通讯协议,实现 PLC 与智能仪器仪表的数据交换,具有很大的灵活性,避免了 PLC 内部协议的限制。
PLC 与 3 台变频器通讯,要把 3 台变频器的地址分别设为 01,02,03,对应的 ASCII 为 31,32,33,要求对变频器进行频率给定,则可以从变频器手册中查到其主机命令,辅助索引,命令索引分别为 12,00,01,然后再转化成 ASCII 格式。主要的工作就是把输入的十进制频率转化成 ASCII 码值,分别写入 4 个寄存器中,然后对前面的数进行累加计算,即把“从机地址"到“运行数据"全部字节的 ASCII 码值进行累加后放入 4 个寄存器中,帧尾为 0D. 通过把不变的数的 ASCII 码值相加,然后对频率进行 ASCII 换算,通过的 00FFH,FF00H 进行与运算再通过逻辑位移,然后把各个数放入寄存器中。在写变频器站号的时候,通过一个定时器对 D400 进行累加,再对 D400 的数进行译码送入 M50,通过 M50 对 3 个变频器的站号和频率给定。
(2)信号检测
在信号检测系统中主要的一个物料检测输送和下料信号,分别对应了灌奶输送流程和整理下料一伺服运行流程和整理下料二伺服运行流程。
刮料流程的伺服与灌奶输送的伺服运行类似,这里不一一阐述。
(5)挤奶检测流程
当左挤奶检测光电开关检测到有信号的时候,打开左边的挤奶流程。(右边的类似)。
(6)挤奶流程
当挤奶流程打开,左边的灌奶运行电磁阀随即打开对 Y12 置位,经过左边灌奶运行电磁阀运行延时 T200,把左边灌奶开关口电磁阀打开对 Y200 置位,经过 T201 延时后,打开左边挤料电磁阀对 Y201 置位,再经过 T202 延时,关闭开关口电磁阀,经过开关口关延时 T203 后,关闭左边挤料电磁阀,经过 T204 延时,关闭运行电磁阀,经过延时,退出左挤奶流程。(右边的类似)。
漏电开关是按跳闸条件来对开关的划分,按这个思路还可以分出短路开关、过流开关、欠压开关等。而空气开关是按灭弧方式对开关的分类,除空开外还有真空断路器、油断路器和六氟化硫断路器等。所以题主说的漏电开关和空气开关有可能是一回事,也可能是两个不同的开关。
现在的漏电开关一般有两种存在形式:一是单纯的漏电保护器,它的体积很小,通常串在电源线上,只起到漏电保护作用,并无短路和过流保护功能,它的电流规格是指大允许电流,并非跳闸依据。

对于这种漏电开关,在短路时要依赖住户总空开来切断电源,自身没有断路器功能。
另外一种漏电保护器是专门和空气开关配套安装的,不能单独使用。这种作为空开和漏保的组合体,无论是发生漏电还是短路、过载,空开都会跳闸。是一种比较完善的保护手段。
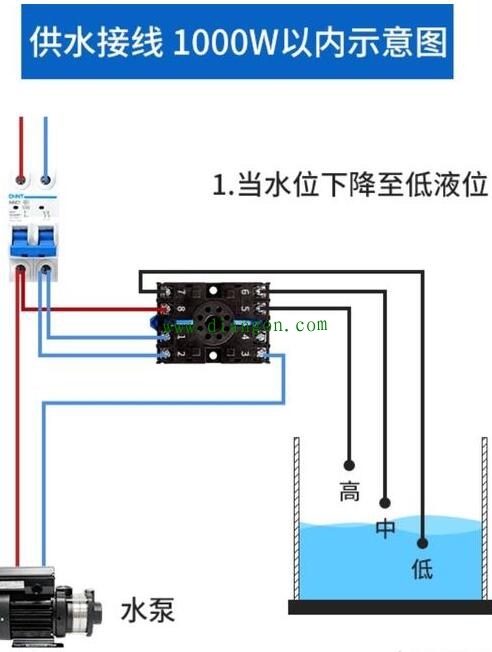
圆八脚继电器与圆八脚液位继电器可以公用一个型号的底座。这种结构的底座中间有一个定位槽,分别对称排列8个孔,只要可以流畅插入拔出来的都能够用。不过圆八脚继电器与圆八脚液位继电器的外部接线不一样。
圆八脚时间继电器的排列为②~⑦脚为电源控制输入,①~④为常闭触点,①~③为常开触点;另一组的⑧~⑤为常闭触点,⑧~⑥为常开触点。
而液位继电器的①~⑧脚为电源输入控制端,③~④为常闭触点,③~②为常开触点;另外的⑤、⑥、⑦脚为液位继电器控制输入的悬浮接线端子,没有与其中的脚位有关系。 只要知道这些原理后,仅仅只是接线时注意一一对应即可。
★这种RF083A(JTX-2C)小型继电器底座可配JTX-2C、JQX-10F、ST3P、DH48S系列继电器使用,但一定要注意接线时的输入控制电源和得电延时、断电延时的对应关系即可。 |


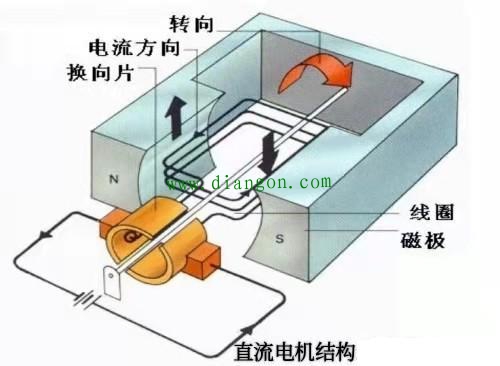
直流永磁电机为什么不把磁的两极都用上? ★直流电机要看它的结构形式,例如由马鞍型磁铁组成的永磁电机,它就让磁极的N极、S极都用上了,见下图所示。
磁铁有一个特性,将一个磁铁分开,它内部又形成一个具有N极、S极磁铁。根据库仑定律可知:有两个磁铁,分别把它们的一个磁极互相靠近时,则在它们之间有力作用。这个力在同性磁极之间为排斥力,异性磁极之间为相互吸引力。而且它的大小和各磁极的强度的乘积成正比,和两个磁极之间的距离的平方成反比,这个规律就叫做磁极的库仑定律。 ★这里涉及到为什么电机、电器都用铁磁物质作导磁材料?因为在铁磁物质内部,由分子电流所产生的磁场,就好 象一块块小磁铁,但平时这些小磁铁排列杂乱无章,其磁性相互抵消。当绕在铁磁材料上的线圈内通过电流时,则通电线圈所产生的外磁场将使铁磁材料内部的小磁铁沿外磁场方向整齐地排列起来,从而产生了与外磁场同方向而且很强的附加磁场。所以,在同样磁势的作用下,利用铁磁物质作导磁材料所产生的磁场远比用非铁磁物质产生的磁场强。因此,电机、电器都用铁磁物质作导磁材料。
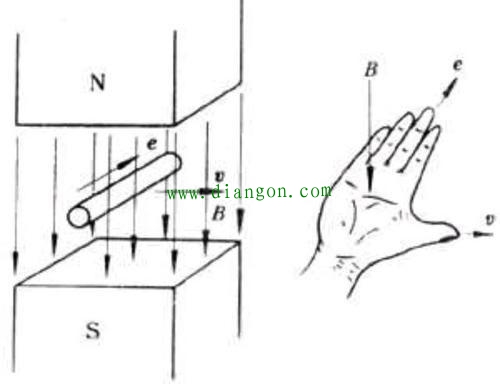
★学习电机原理得知道什么是电磁感应现象?什么是楞次定律?导体切割磁力线产生的感应电势的方向和大小如何确定这些基本知识。 简单理解为:当导体与磁场之间作相对运动而且切割磁力线,或者穿过线圈中的磁通发生变化时,在导体或线圈两端就会产生感应电动势,这种现象称为电磁感应现象。如果将导体或线圈接通,则在回路中就产生感应电流。 实验证明,由感应电流所产生的磁通,总是企图阻碍原有磁通的变化,这个规律通常称为楞次定律。
导体切割磁力线而产生的感应电势的方向可根据发电机右手定则案判断。diangon.com伸开右手,使大拇指与其余四指成直角,掌心对着磁力线的方向,并使大拇指指向导体运动的方向, 则四指所指的方向就是感应电势的方向。 感应电势的大小可由下式确定 e = Blμsinα(伏) 式中的B 为磁感应强度,单位是韦伯/米2; l为导体切割磁力线的有效长度,,单位是米; μ为导体运动的速度,单位是米/秒; α为导体运动的方向与磁感应强度方向间的夹角。 ♥直流电机定子的主磁极的作用就是建立主磁场,绝大多数的直流电机的主磁极不是磁铁,而是由励磁绕组线圈通过外加直流电流来建立磁场的。 给直流电机的碳刷加上直流电源,则有电流流过线圈绕组,依据电磁力定律,载流导体将会受到电磁力的作用,根据楞次定律方向左手定则判断,两段导体受到的力矩形成转矩,于是转子就会逆时针转动而产生的转矩方向保持不变。 |