
西门子6ES7322-5FF00-0AB0技术参数






西门子6ES7322-5FF00-0AB0技术参数
概述
SIMATIC HMI 操作员控制和监视系统 – 高效的机器级操作员控制和监视
当人们必须使用执行各种任务的机械和设备(从转筒式干燥机到废物压实机)进行作业时,需要监视和操作员控制设备。为您的具体任务找到合适的设备并不难。面临的挑战是找到一个不会过时、灵活的解决方案,该解决方案既可集成到更别的网络中,又可满足对透明度和数据提供提出的日益增长的需求。多年来,SIMATIC HMI 面板已在所有工业领域的各种不同应用中证明了它们的价值。目前使用的系统范围与相应设备中的应用程序和技术的范围一样广泛。
SIMATIC HMI 代表高效的机器级操作员控制和监视,并具有一些*优势:
高效工程
可视化的创建可比以前更快更轻松。创新的设计和操作
可视化成为机器的显著特点。明亮的 HMI 操作面板
适合每种应用的适宜操作面板。安全备份
保护投资和专有技术,安全操作。快速调试
大幅节省测试和维修时间:基于 PC 的开放性
适用于灵活、独立的应用
SIMATIC HMI 软件 – 绝不仅仅是可视化软件
通过产品系列 SIMATIC WinCC(TIA Portal)、SIMATIC WinCC 和 SIMATIC WinCC Open Architecture,SIMATIC HMI 涵盖了适用于人机界面的整个工程组态和可视化软件产品系列。
几乎全部 SIMATIC 操作面板均可使用 SIMATIC WinCC flexible 的后续版本 SIMATIC WinCC (TIA Portal) 进行组态。
功能涵盖机器层的可视化任务以及基于 PC 的多用户系统上的 SCADA 应用。SIMATIC WinCC 的当前版本 V7.5 可用于极复杂的过程可视化任务和 SCADA 应用,例如,考虑采用冗余解决方案、垂直集成直至工厂智能解决方案的应用。
终,SIMATIC WinCC 开放式架构解决了需要广泛的客户特定调整或管理大型和/或复杂应用程序的应用程序,以及需要特殊系统要求和功能的项目。
SIMATIC HMI – 明亮且坚固耐用的操作面板
精简型 HMI – 入门级
按键面板
预组装,即装即用,用于常规操作面板。无需使用 WinCC 进行组态!精简面板
用于简易 HMI 应用的入门级系列。
基于面板的 HMI Advanced - 适用于更
精智面板
具有适用于要求苛刻的室内和室外 HMI 应用的功能。移动式面板
便携式 HMI 操作员设备,适合在现场进行移动式部署。
定制 HMI 设备
参考:V7 控制室
作为一种半成品,镀锌钢板在工业生产中(例如在汽车制造中)扮演着重要角色。防止钢板生锈的一种成熟方法是通过一种热浸镀锌工艺对钢板镀锌;在该工艺中,钢板条通过一个含有锌溶液的电镀槽。该工艺所用的装置十分复杂且需要连续运行,这对所用的工艺控制系统和设备提出了很高要求。
SIMATIC SCADA 系统和 SIMATIC IPC 解决方案的优点:
借助于 SIMATIC WinCC V7 SCADA 控制系统的可扩展性和开放性,还可在将来实现功能扩展。
控制系统和操作站具有冗余配置,采用工业兼容的 SIMATIC 工业 PC 和瘦客户机。
由于在控制室中以及整个工厂和生产车间内超过 27 个操作站中采用多显示器解决方案,可取得概览。
为了实现可追溯性,在 SIMATIC Process Historian 中提供长期生产数据。
对装置可用率、能源消耗和质量进行长期分析,提高了生产力。
通过 Web 以及 SIMATIC WinCC WebNavigator 快速访问装置数据,提供更有效的支持,缩短了停产时间。
WinCC Professional 参考案例
升级改造涉及为 3 条生产线配备一个扩展 SCADA 系统、一个新的控制架构、多个变频器和电机起动器。该项目顺利得到执行,采用 TIA Portal 的硬件和软件解决方案简化了工程组态过程。
采用 SIMATIC SCADA 系统(TIA Portal 中的 WinCC Professional、S7-1500 和 SIMATIC IPC)的优点是:
简化了应用组态
通过高效监视生产线,可为每个批次定义生产路径。
提高生产效率
通过高质量的显示实现简单、直观的操作
对过程中的电机进行更佳控制
将生产数据集成到现有 ERP 系统中
易于定位当前过程中的故障
铁路隧道的隧道控制系统
采用 WinCC OA 的控制室
SIMATIC WinCC Open Architecture 隧道控制系统是整个隧道基础设施的监控系统的核心。整个系统连续正常运行对于确保瑞士圣哥达基线隧道 (Gotthard Base Tunnel) 的顺利运行来说十分重要。
圣哥达基线隧道在南北入口处具有一个隧道控制中心。那里安装的两个隧道控制系统监视并控制所有安装的系统与装置。所有所需的数据都通过该隧道控制系统进行采集、整理和可视化。配有一块大型显示屏的该隧道控制系统还包括一个全集成式维护管理工具和一个运行控制系统。
该解决方案的优点:
由于采用双重冗余隧道控制设备,实现了故障安全性 – 灾难恢复系统(2x2 冗余)
集中监视基础设施简化了故障管理
通过集中控制整个基础设置实现更高效的运行
由于在整个项目中将 OPC UA 用作标准化接口,可集成众多系统(子系统)
在所有装置中采用统一用户界面,实现了用户友好性,可在一个工作站以及通过一块大型显示屏概览所有系统(多监视器管理)
西门子模块6SL3120-1TE26-0AA3
1.概述
通过以太网可以实现S7-1200与S7-200连接通信。S7-200可以使用 模块(CP243-1或CP 243-1 IT)连接到以太网上,该模块提供S7 通信的功能,既可作为客户机,也可以作为服务器,可以同时与多8个S7 通信伙伴进行通信;S7-1200 集成以太接口,提供S7 通信的功能,只能作为服务器,可以同时建立3 个通信连接。
下面会用一个实例来描述S7-200 如何与S7-1200建立通信连接。
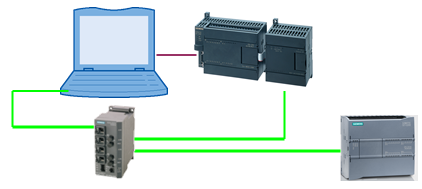
图1: 实例网络拓扑图
2.硬件需求
?® S7-1214C AC/DC/RLY
?® CPU 224 XP CN DC/DC/DC
?® CP243-1 IT
?® SCALANCE X204-2
?® PG/PC(使用编程电缆)
3.软件需求
?® S7-1200编程软件 STEP 7 Basic V10.5
?® S7-200 编程软件 STEP 7 –MicroWIN V4.0 SP6
4.组态
4. 1 S7-1200 配置
?® 使用STEP 7 Basic 创建项目“comS7200";
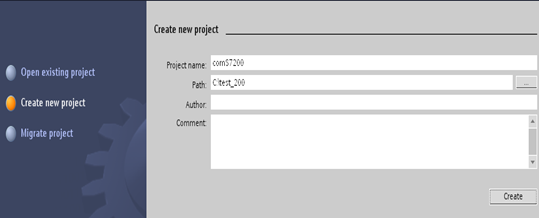
图2: 创建项目
?® 添加S7-1200 设备 CPU1214C;
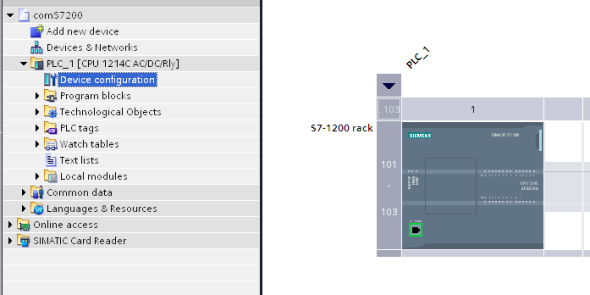
图3: 添加PLC设备
4. 2 S7-1200 PLC 编程
?® 在Program blocks 下,添加程序块(DB1,DB2,DB3),其中DB1和DB3为符号DB(选择 Symbolic access only),DB3为地址DB(不选择 Symbolic access only) , S7 通信只支持地址DB 寻址通信;
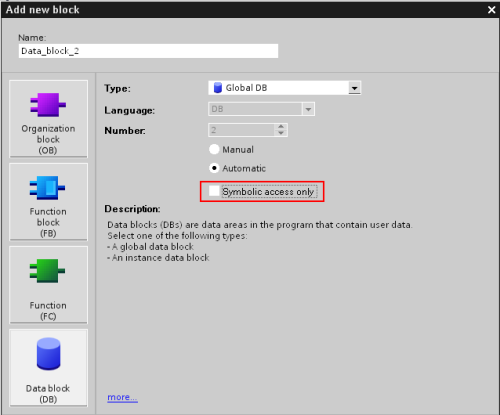
图4: 创建地址DB2
?® 打开全局DB2,输入2个数组类型数据,每个数组有16 个元素;
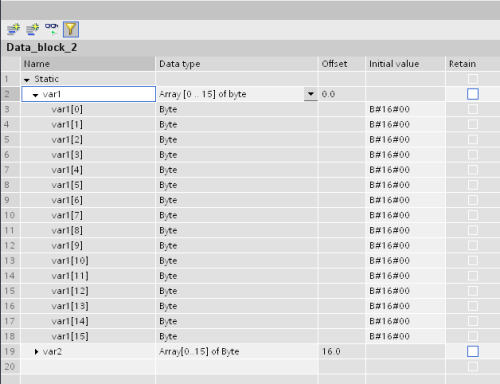
图5: 在DB2中添加数据
?® 创建两个Watch table(Watch table_1, Watch table_2) 用来观察DB2的实时状态;
?® 将程序下载到PLC CPU1214C 中。
一、问题的提出 十字路口车辆穿梳,行人熙攘,车行车道,人行人道,有条不紊。那么靠什么来实现这井然秩序呢?靠的是交通信号灯的自动指挥系统。交通信号灯控制方式很多,本子模块介绍利用步进梯形指令单流程编程实现的控制系统。 交通灯的控制要求如下: (一)、控制开关 信号灯受启动及停止按钮的控制,当按动启动按钮时,信号灯系统开始工作,并周而复始地循环工作,当按动停止按钮时,系统将停止在初始壮态,即南北红灯亮,禁止通行;东西绿灯亮,允许通行。 (二)、控制要求 1 、北红灯亮维持 30 秒,在南北红灯亮的同时,东西绿灯也亮,并维持 25 秒,到 25 秒时,东西方向绿灯闪,闪亮 3 秒后,绿灯灭。在东西绿灯熄灭的同时,东西黄灯亮,并维持 2 秒,到 2 秒时,东西黄灯灭,东西红灯亮。同时,南北红灯熄灭,南北绿灯亮。 2 、西红灯亮维持 30 秒。南北绿灯亮维持 25 秒,然后闪亮 3 秒,再熄灭。同时南北方向黄灯亮,并维持 2 秒后熄灭,这时南北红灯亮,东西绿灯亮。 接下去周而复始,直到停止按钮被按下为止。 信号灯动作系统可用图 1 状态图表示。
图 1 交通指挥信号灯状态图 二、硬件及接线 根据上述要求可见,系统所需红、绿、黄各 4 只信号灯,本案由两个信号灯箱实现;系统需要启动和停止两个按钮,由按钮箱实现。 可编程控制器的输入 / 输出端子分配及硬件连接分别由表 1 及图 2 所示。其中 SA 开关代表可编程控制器自身的运行开关。
在本子模块中,我们采用步进梯形指令单流程编程实现,其状态转移图如图 3所示。由图可知,我们把东西和南北方向信号灯的动作视为一个顺序动作,每一个时序同时有两个输出,一个输出控制东西方向的信号灯,另一个输出控制南北方向的信号灯。 三、交通信号灯的软件设计 状态转移图对应的步进梯形图如图 4所示,现简单分析一下工作原理。当启动按钮SB1按下时,X0接通,S0置1,系统进入S0状态,驱动Y6、Y0,使南北红灯及东西绿灯同时亮,Y0接通,状态转移条件满足,系统将转移到S20状态,在S20状态下,Y6、Y0仍被驱动,即南北方向的红灯及东西方向的绿灯继续亮,同时驱动定时器T0,定时器的设定时间为25秒,25秒后,状态转移到S21,在S21状态下,Y6继续保持,但Y0受控于M1,而M1是由两个定时器T6和T7控制,T6、T7组成一个1秒的震荡器,即东西方向的绿灯闪亮。在本状态下,同时也驱动定时器T1,定时时间为3秒,3秒时间到,状态转移到S22,在S22状态下,Y6仍然被驱动,南北方向红灯继续亮,同时驱动T2、Y1,东西方向的绿灯灭,Y1口驱动的是东西方向的黄灯,故东西方向的黄灯亮,绿灯停。T2的定时时间为2秒,2秒时间到,状态转移到S23,在S23状态下,同时驱动Y2、Y4及T3,东西方向的红蛋亮,南北方向的绿灯亮,T3的定时时间为25秒,25秒时间到,状态转移到S24。在S24状态下,驱动Y2、T4,东西方向的红灯继续亮,而南北方向的绿灯驱动口Y4受控于M1,M1是震荡周期为1秒的震荡器,故南北方向的绿灯闪亮。T4的定时时间是3秒,3秒后,状态转移到S25。在S25状态下,同时驱动Y2、Y5及T5,即东西方向的红灯、南北的黄灯亮,T5定时器的定时时间为2秒,2秒时间到,定时器的定时时间到,T5的触点接通,状态又重新转移到S0。即南北方向的红灯、东西方向的绿灯亮,系统将重复上述的动作顺序,周而复始的继续工作。当停止按钮SB2被按下时,软继电器M0接通,其常闭触点M0断开,系统执行一周后,将停留在S0状态,及保持南北方向的红灯、东西方向的绿灯亮。
(一)、 FX 2 的状态元件三、知识点的扩展 状态元件是构成状态转移图的基本元素,是可编程控制器的软元件之一。 FX 2 共有 1000个状态元件,其分类、编号、数量及用途如表1所示。 表1 FX 2 的状态元件 类别元件编号个数用途及特点初始状态S0~S910用作 SFC的初始状态返回状态S10~S1910多运行模式控制当中,用作返回原点的状态一般状态S20~S499480用作 SFC的中间状态掉电保持状态S500~S899400具有停电保持功能,停电恢复后需继续执行的场合,可用这些状态元件信号报警状态S900~S999100用作报警元件使用注: 1状态的编号必须在指定范围选择。 2各状态元件的触点,在plc内部可自由使用,次数不限。 3在不用步进顺控指令时,状态元件可作为辅助继电器在程序中使用。 4通过参数设置,可改变一般状态元件和掉电保持状态元件的地址分配。 (二)、 FX2系列PLC的步进顺控指令 FX 2 系列 PLC的步进指令有两条:步进接点指令STL和步进返回指令RET。 1、STL:步进接点指令 梯形图符号为 STL指令的意义为激活某个状态。在梯形图上体现为从母线上引出的状态接点。STL指令有建立子母线的功能,以使该状态的所有操作均在子母线上进行。步进接点指令在梯形图中的情况见图5所示。
图 5步进接点指令STL的符号及含义 2、步进返回指令 梯形图为 RET指令用于返回主母线。使步进顺控程序执行完毕时,非状态程序的操作在主母线上完成,防止出现逻辑错误。状态转移程序的结尾必须使用RET指令。 (三)、运用状态编程思想解决顺控问题的方法步骤 为了说明状态编程思想,我们先看一个实例:某自动台车在启动前位于导轨的中部,如图 6所示。某一个工作周期的控制工艺要求如下: a 按下启动按钮SB,台车电机M正转,台车前进,碰到限位开关SQ1后,台车电机反转,台车后退。 b 台车后退碰到限位开关SQ2后,台车电机M停转,台车停车,停5s,第二次前进,碰到限位开关SQ3,再次后退。 c 当后退再次碰到限位开关SQ2时,台车停止。
图 4-46自动台车示意图 为设计本控制系统的梯形图,先安排输入、输出口及机内器件。台车由电机 M驱动,正转(前进)由PLC的输出点Y1控制,反转(后退)由Y2控制。为了解决延时5s,选用定时器T0。将起动按钮SB及限位开关SQ1、SQ2、SQ3分别接于X0、X1、X2、X3。 下面我们以台车往返控制为例,说明运用状态编程思想设计状态转移图( SFC)的方法和步骤。 1、将整个过程按任务要求分解,其中的每个工序均对应一个状态,并分配状态元件如下。 a 初始状态 S0 d 延时5s S22b 前进 S20 e 再前进 S23c 后退 S21 f 再后退 S24注意:虽然 S20与S23,S21与S24,功能相同,但它们是状态转移图中的不同工序,也就是不同状态,故编号也不同。 2、弄清每个状态的功能、作用。 S0 PLC上电作好工作准备 S20 前进(输出Y1,驱动电动机M正转) S21 后退(输出Y2,驱动电动机M反转) S22 延时5s(定时器T0,设定为5s,延时到T0动作) S23 同S20 S24 同S21 各状态的功能是通过 PLC驱动其各种负载来完成的。负载可由状态元件直接驱动,也可由其他软元件触点的逻辑组合驱动,如图5-5。 (a)直接驱动 (b)软元件组合驱动图 6 负载的驱动 3、找出每个状态的转移条件 。即在什么条件将下个状态“激活”。状态转移图就是状态和状态转移条件及转移方向构成的流程图,弄清转移条件当然是必要的。 经分析可知,本例中各状态的转移条件如下。 S20 转移条件 SB S21 转移条件 SQ1 S22 转移条件 SQ2 S23 转移条件 T0 S24 转移条件 SQ3 状态的转移条件可以是单一的,也可以有多个元件的串、并联组合。如图 7所示。 (a)单一条件 (b)状态的转移条件图 7 状态的转移条件 经过以上三步,可得到台车往返控制的顺序状态转移图如图 8所示。
图 8 台车自动往返系统状态转移流程图 |






