
6ES7518-4FP00-0AB0现货供应







6ES7518-4FP00-0AB0现货供应
1 引言
可编程序控制器的英文为Programmable Controller,在二十世纪70-80年代一直简称为PC。由于到90年代,个人计算机发展起来,也简称为PC;加之可编程序的概念所涵盖的范围太大,所以美国AB公司将可编程序控制器定名为可编程序逻辑控制器(PLC-Programmable Logic Controller),为了方便,仍简称PLC为可编程序控制器。有人把可编程序控制器组成的系统称为PCS可编程序控制系统,强调可编程序控制器生产厂商向人们提供的已是完整的系统了。
2 PLC的发展和市场情况
2.1 PLC的发展历史
1968年美国GM(通用汽车)公司提出取代继电器控制装置的要求,第二年美国数字公司研制出了代可编程序控制器,满足了GM公司装配线的要求。随着集成电路技术和计算机技术的发展,现在已有第五代PLC产品了。
在以改变几何形状和机械性能为特征的制造工业和以物理变化和化学变化将原料转化成产品为特征的过程工业中,除了以连续量为主的反馈控制外,特别在制造工业中存在了大量的开关量为主的开环的顺序控制,它按照逻辑条件进行顺序动作号按照时序动作;另外还有与顺序、时序无关的按照逻辑关系进行连锁保护动作的控制;以及大量的开关量、脉冲量、计时、计数器、模拟量的越限报警等状态量为主的—离散量的数据采集监视。由于这些控制和监视的要求,所以PLC发展成了取代继电器线路和进行顺序控制为主的产品。在多年的生产实践中,逐渐形成了PLC、DCS与IPC三足鼎立之势,还有其它的单回路智能式调节器等在市场上占一定的百分比。
在80年代至90年代中期,是PLC发展快的时期,年增长率一直保持为30~40%。由于PLC机联系处理模拟能力和网络方面功能的进步,挤占了一部分DCS的市场(过程控制)并逐渐垄断了污水处理等行业,但是由于工业PC(IPC)的出现,特别是近年来现场总线技术的发展,IPC和FCS也挤占了一部分PLC市场,所以近年来PLC增长速度,总的说是渐缓。目前有200多厂家生产300多品种PLC产品,主要应用在汽车(23%)、粮食加工(16.4%)、化学/制药(14.6%)、金属/矿山(11.5%)、纸浆/造纸(11.3%)等行业。
2.2 PLC的市场情况
国内PLC生产厂约30家,但没有形成颇具规模的生产能力和产品,还有一部分是以仿制、来件组装或“贴牌"方式生产,因此可以说PLC在我国未形成制造产业。作为原理、技术和工艺均无技术难度的产品,只要努力,是能形成制造产业的。
在PLC应用方面,我国是很活跃的,近年来每年约新投入10万台套PLC产品,年销售额30亿元人民币,应用的行业也很广。但是与其它国家相比,在机械加工及生产线方面的应用,还需要加大投入。我国市场上流行的有如下几家PLC产品:
(1) 施耐德公司,包括早期天津仪表厂引进康公司的产品,目前有Quantum、Premium、Momentum等产品;
(2) 罗克韦尔公司(包括AB公司)PLC产品,目前有SLC、Micro Logix、Control Logix等产品;
(3) 西门子公司的产品,目前有SIMATIC S7-400/300/200系列产品;
(4) GE公司的产品;日本欧姆龙、三菱、富士、松下等公司产品。
PLC的市场的潜力是巨大的,不仅在我国,即使在工业发达的日本也有调查表明,PLC配套的机电一体化产品的比例占42%,采用继电器、接触器控制尚有24%。所以说,需要应用PLC的场合还很多,在我国就更是如此了。
从技术创新的角度看,我国大中型企业还要大力发展CIMS(计算机集成制造系统),在机械制造厂要形成FMS柔性制造系统,PLC是基础,所以PLC市场是广阔的。
PLC具有稳定可*、价格便宜、功能齐全、应用灵活方便、操作维护方便的优点,这是它能持久的占有市场的根本原因,我们下面重点阐述几个问题,并研究其发展趋势。
3 PLC的硬件和软件
3.1 PLC的分类
PLC在90年代已经形成微、小、中、大、巨型多种PLC。按I/O点数分,可分为:
l 微型PLC: 32 I/O
l 小型PLC: 256 I/O
l 中型PLC: 1024 I/O
l 大型PLC: 4096 I/O
l 巨型PLC: 8195 I/O
近年来有单机支持300回路和65000点I/O的大型系统对应中型PLC以上,均采用16位~32位CPU,微、小型PLC原采用8位CPU,现在根据通讯等方面要求,有的也改用16位~32位CPU。由于I/O
64点以下PLC销售额占整个PLC的47%,64点~256点的占31%,合计位整个PLC销售额的78%,所以对微、小型PLC应多加研究。
3.2 PLC的硬件
PLC控制器本身的硬件采用积木式结构,各厂家产品结构大同小异。以日本欧姆龙C200HE为例,为总线模板框式结构,基本框架(CPU母板)上装有CPU模板,其它槽位装有I/O模板;如果I/O模板多时,可由CPU母板经I/O扩展电缆连接I/O扩展母板,在其上装I/O模板;另一种方法是配备远程I/O从站等。这些都说明了PLC厂家将硬件各部件均向用户开发,便于用户选用,配置成规模不等的PLC,而且这种硬件配置的开放性,为制造商、分销商(代理商)、系统集成商、终用户带来很多方便,为营销供应链带来很大便利,这是一大成功经验。
PLC内的I/O模板,除一般的DI/DO、AD/DA模板外,还发展了一系列特殊功能的I/O模板,这为PLC用于各行各业打开了出路,如用于条形码识别的ASCII/BASIC模板,用于反馈控制的PID模板,用于运行控制、机械加工的高速计数模板、单轴位置控制模板、双轴位置控制模板、凸轮定位器模板、射频识别接口模板等,这在以后还会有很大发展。另外在输入、输出的相关元件、强干扰场合的输入、输出电隔离、地隔离等方面也会更加完善。
PLC中的CPU与存储器配合,完成控制功能。它与DCS系统处理温度、压力、**等参数的系统不同,采用快速的巡回扫描周期,一般为0.1~0.2s,更快的则选用50ms或更小的扫描周期。它是一个数字采样控制系统。
3.3 PLC的软件
为了完成控制策略,为了替代继电器,使用户等完成类似继电器线路的控制系统梯形图,而编制了一套控制算法功能块(或子程序),称为指令系统,固化在存贮器ROM中,用户在编制应用程序时可以调用。指令系统大致可以分为两类,即基本指令和扩展指令。细分一般PLC的指令系统有:基本指令、定时器/计数器指令、移位指令、传送指令、比较指令、转换指令、BCD运算指令、二进制运算指令、增量/减量指令、逻辑运算指令、特殊运算指令等,这些指令多是类似汇编语言。另外PLC还**了充足的计时器、计数器、内部继电器、寄存器及存贮区等内部资源,为编程带来极大方便。
4 基于Windows的编程语言标准—IEC61131-3
由于各PLC厂家产品在指令系统上的差异及编程方法上用户要求不同,近年来IEC制订了基于Windows的编程语言标准IEC61131-3(1993年IEC颁布可编程序控制器的IEC1131),它规定了指令表(IL)、梯形图(LD)、顺序功能图(SFC)、功能块图(FBD)、结构化文本(ST)五种编程语言。这包括了文本化编程(IL、ST)和图形编程(LD、FBD)两个方面,而SFC则在两类编程语言中均可使用。IEC技术委员会(TC65)进来开展了 IEC61499项目,将IEC61131-3进行了扩展,它是针对通过通信网络互联的模块化分布系统的体系结构的标准,将对IEC61131-3有所改善。这是以数字技术为基础的可编程序逻辑控制装置在高层次上走向开放性的标准化文件,是PLC发展的一大趋势。
5 PLC的网络及发展趋势
一个或若干PLC与PC机联出系统,PC机起到原编程器及人机界面操作站的作用,这20世纪90年代的新潮流,这样为系统集成带来了商机,同时编程软件和人机界面软件(监控软件或称组态软件)及软件接口(或称驱动软件)也得到了发展。
近年来,PLC厂家在原来CPU模板上提供物理层RS232/422/485接口的基础,逐渐增加了各种通讯接口,而且提供完整的通讯网络。由于近来数据通讯技术发展很快,用户对开放性要求很强烈,现场总线技术及以太网技术也同步发展,所以PLC构成的PCS系统比DCS的开放性所处的现状稍好一些。目前罗克韦尔AB公司已形成了多层结构体系,即Ether Net、Control Net、Device Net及Asi等现场总线(原DH+网也可兼容)。西门子公司在Profibus-DP通讯网络及Profibus-FMS网络以外,提出了S7 Routing网络,即Profibus-DP和Industrial Enternet两层结构。网络还在发展,我国应已积极的姿态投入其中。
2001年我国机械工业成为工业发展新亮点,总产值比上年增长17.15%,汽车产量为位,机床产量为位。机械工业利润增长33.35%,占整个工业新增利润六成多。出口同样出现可喜的增长。现在机械工业提出要实施网络化,对这一点,PLC从业人员应有清醒的认识,应对网络化的开放性、网络构成的性能/价格比和网络的可*性、安全性、**性上特别下功夫。
网络向上连是互联网问题,向下连是现场总线问题,另外现有网络能否用以太网“e网到底"方式、网络采用客户器/服务器方式、浏览器/服务器方式、生产者/消费者方式、接口软件采用OPC方式等问题都有待进一步落实。PLC与智能MCC马达控制中心、与数控机床配套的NC/CNC数控设备,以及与其它运行控制系统、电控设备、变频器和软起动器等连成系统;PLC要与DCS分工合作,充当DCS的远程I/O站等;PLC要与IPC分工合作,除用IPC作人机界面外,作软件PLC的I/O部件也是可行的;此外还有PLC与紧急停车安全系统(ESD,Emergency Shut Down Systems)的关系、与立体仓库、机器人、CAD/CAM等等都要处理好关系。PLC要兼容各种新技术,使PLC成为真正意义上的“电脑"。
PLC的应用领域是宽阔的,还有许多领域急待开拓,如用于海关过境车辆认证(深圳盐田)、自动售药(若干中药店)在我国已有实例。另外,在离散事件系统中,如公路网交通流(车辆计数、乘客计数及停留时间计量)、物流系统、柔行制造系统(敏捷制造系统)及一切非标准随服务系统中,均可以采用PLC,进而建模和采取对策并优化。PLC的前途一片美好,一切悲观的论点是站不住脚的
电流测量与用数字多用表测量其它量不同。直接电流测量法就是将数字多用表直接串到被测电路上,让被测电路电流直接流过多用表内部电路。间接测量法不需要将电路打开并将多用表串到被测电路上。间接法要用到电流钳。
首先万用表要有测电流的档位。然后将表笔插入左侧测电流的插孔内,然后将万用表串入要测试的线路中就可以了。如果不知道有多大电流,好将档位调高,如不适合再降低一档,以免烧表。
①将红表笔插入 "μ、mA、℃"或lOA插孔,黑表笔插入"COM"插孔。
②将功能量程开关置于μA ̄=、mA ̄或A电流测量档。默认设置为直流电流测量,如要进行交流测量,按SE-LECT蓝色键可选择交流电流测量。
③测量电流时,表笔应串联在被测电路中,且红表笔应靠近电源正极一边,否则LCD显示时出现 "-"(交流电流表笔不分正负)。
④从LCD显示屏上读取测量结果,U优OE测出的数值为真有效值。
测量注意事项:①测量时应使用正确的插孔、功能档和量程,如不能估计电流的大小,应从高的量程开始测试;②测试大电流时,为了安全起见,每次测量时间应小于10S,间隔时间大于l5min;③当表笔插在电流插孔上时,切勿把表笔并联至任何电路上,否则可能会烧断熔丝甚至万用表本身.

直接电流测量
1、 关掉电路电源
2、 断开或拆焊电路,以便将表串入电路
3、 选择相应的交流(A~)、直流(A--)挡位
4、 将黑表笔插入COM插口,将红表笔插入10安培插孔(10A)或300毫安插孔(300mA)。选择那个插孔,主要是依据可能的测量值。
5、 将表笔串联接入断开的电路部分。
6、 将电路电源打开
7、 观察读数,并注意单位。
注:测量直流时,如果测试探头接反,会有“—"出现。
输入保护
常见的错误是将测试导线放在电流插孔中,而试图测试电压。数字多用表中的小值电阻会导致电压源的短路。大电流流过数字多用表,如果多用表没有足够的保护,不仅会损坏表和电路,还回伤害操作者。如果是高压电路(480伏或更高的电压),会导致更大的危险。
因此,数字多用表应有一个足够大容量的电流输入保护保险管。没有电流输入保险管的表不能用在高能电路(>240V ac)中。使用保险管的数字多用表,保险管应有足够大的容
量来去除高能故障。保险管的额定电压应比你预料的大电压大。例如,多用表中的一枚
20A,250V的保险管不能在多用表测量480V的电路时发挥保护作用。一枚20A,600V的保险管才能在多用表测量480V的电路时发挥保护作用。
电流测试附件
某些时候,你要测的电流值超过了数字多用表的量程或现场条件不允许你打开电路测量电流。在高电流(通常大于2A)测试,而又不需要很高的精度时,电流钳会非常方便。电流钳套住导线测量电流,并将其转换为数字表可以处理的值。
有两种基本的电流探头:电流变换器型,仅用于交流测量。霍尔效应型探头,用于测量交流或直流电流。
电流变换器型。一般都是用1毫安代表1安培。100安培的电流值就会变为100毫安,这样可以很安全地用数字多用表测量。将导线接到“mA"和“Com"插孔上,并将功能选择旋钮旋转至交流毫安挡。
霍尔效应型探头。使用1毫伏代表1安培的交流或直流值。例如,100安培的交流电流就会转换为100毫伏交流电压。将测试导线连接至“V"和“Com"插孔。将功能选择旋钮旋转至“V"或“mV"挡。此时多用表用1毫伏电压代表1安培电流。
在进行电流测量而将电路断开或拆焊时,必须断开要测试电路的电源。小电流也会引起危险。
不要在测试导线插在电流孔时去测试电压。会引起表的损坏或危及人身安全。
变换器型电流探头,像福禄克80i-400。数字多用表用1mA的显示来代表实际的1A信号。
福禄克I-1010型霍尔效应探头,可以测试很高的交流或直流电流。它将电流转换为电压信号。
1mV的电压显示代表1A实际电流
变频器有一些电压和电流模拟量输入端子,改变这些端子的电压或电流输入值可以改变电动机的转速,如果将这些端子与plc的模拟量输出端子连接,就可以利用PLC控制变频器来调节电动机的转速。模拟量是一种连续变化的量,利用模拟量控制功能可以使电动机的转速连续变化(无级变速)。
PLC以模拟量方式控制变频器的硬件连接如下图所示,由于三菱FX2N-32MR型PLC无模拟量输出功能,需要给它连接模拟量输出模块(如FX2N-4DA),再将模拟量输出模块的输出端子与变频器的模拟量输入端子连接。
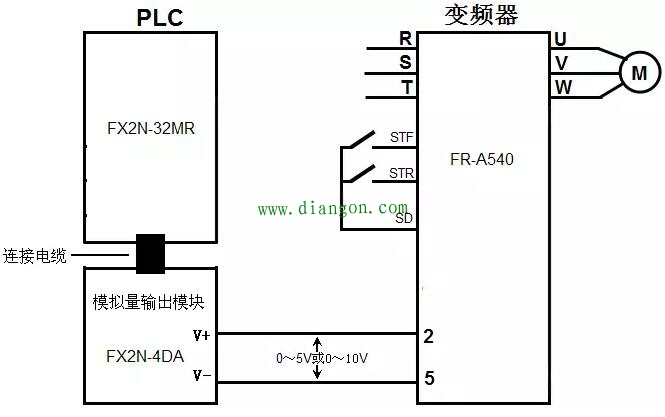
当变频器的STF端子外部开关闭合时,该端子输入为ON,变频器启动电动机正转,PLC内部程序运行时产生的数字量数据通过连接电缆送到模拟量输出模块(DA模块),由其转换成0~5V或0~10V范围内的电压(模拟量)送到变频器2、5端子,控制变频器输出电源的频率,进而控制电动机的转速,如果DA模块输出到变频器2、5端子的电压发生变化,变频器输出电源频率也会变化,电动机转速就会变化。
PLC在以模拟量方式控制变频器的模拟量输入端子时,也可同时用开关量方式控制变频器的开关量输入端子。
