6SL3120-2TE15-0AA4详细说明






6SL3120-2TE15-0AA4详细说明
第一节 PLC概念
1、PLC的基本概念
可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制应用而设计制造的。早期的可编程控制器称作可编程逻辑控制器(Programmable Logic Controller),简称PLC,它主要用来代替继电器实现逻辑控制。随着技术的发展,这种装置的功能已经大大超过了逻辑控制的范围,因此,今天这种装置称作可编程控制器,简称PC。但是为了避免与个人计算机(Personal Computer)的简称混淆,所以将可编程控制器简称PLC
2、PLC的基本结构
PLC实质是一种专用于工业控制的计算机,其硬件结构基本上与微型计算机相同,如图所示:
a. 中央处理单元(CPU)
中央处理单元(CPU)是PLC的控制中枢。它按照PLC系统程序赋予的功能接收并存储从编程器键入的用户程序和数据;检查电源、存储器、I/O以及警戒定时器的状态,并能诊断用户程序中的语法错误。当PLC投入运行时,首先它以扫描的方式接收现场各输入装置的状态和数据,并分别存入I/O映象区,然后从用户程序存储器中逐条读取用户程序,经过命令解释后按指令的规定执行逻辑或算数运算的结果送入I/O映象区或数据寄存器内。等所有的用户程序执行完毕之后,*后将I/O映象区的各输出状态或输出寄存器内的数据传送到相应的输出装置,如此循环运行,直到停止运行。
为了进一步提高PLC的可*性,近年来对大型PLC还采用双CPU构成冗余系统,或采用三CPU的表决式系统。这样,即使某个CPU出现故障,整个系统仍能正常运行。
b、存储器
存放系统软件的存储器称为系统程序存储器。
存放应用软件的存储器称为用户程序存储器。
C、电源
PLC的电源在整个系统中起着十分重要得作用。如果没有一个良好的、可*得电源系统是无法正常工作的,因此PLC的制造商对电源的设计和制造也十分重视。一般交流电压波动在+10%(+15%)范围内,可以不采取其它措施而将PLC直接连接到交流电网上去。
3、PLC的工作原理
一. 扫描技术
当PLC投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。完成上述三个阶段称作一个扫描周期。在整个运行期间,PLC的CPU以一定的扫描速度重复执行上述三个阶段。
(一) 输入采样阶段
在输入采样阶段,PLC以扫描方式依次地读入所有输入状态和数据,并将它们存入I/O映象区中的相应得单元内。输入采样结束后,转入用户程序执行和输出刷新阶段。在这两个阶段中,即使输入状态和数据发生变化,I/O映象区中的相应单元的状态和数据也不会改变。因此,如果输入是脉冲信号,则该脉冲信号的宽度必须大于一个扫描周期,才能保证在任何情况下,该输入均能被读入。
(二) 用户程序执行阶段
在用户程序执行阶段,PLC总是按由上而下的顺序依次地扫描用户程序(梯形图)。在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,然后根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态;或者刷新该输出线圈在I/O映象区中对应位的状态;或者确定是否要执行该梯形图所规定的特殊功能指令。
即,在用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化,而且排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;相反,排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。
(三) 输出刷新阶段
当扫描用户程序结束后,PLC就进入输出刷新阶段。在此期间,CPU按照I/O映象区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外设。这时,才是PLC的真正输出。
比较下二个程序的异同:
程序1:
程序2:
这两段程序执行的结果一样,但在PLC中执行的过程却不一样。
※ 程序1只用一次扫描周期,就可完成对%M4的刷新;
※ 程序2要用四次扫描周期,才能完成对%M4的刷新。
这两个例子说明:同样的若干条梯形图,其排列次序不同,执行的结果也不同。另外,也可以看到:采用扫描用户程序的运行结果与继电器控制装置的硬逻辑并行运行的结果有所区别。当然,如果扫描周期所占用的时间对整个运行来说可以忽略,那么二者之间就没有什么区别了。
一般来说,PLC的扫描周期包括自诊断、通讯等,如下图所示,即一个扫描周期等于自诊断、通讯、输入采样、用户程序执行、输出刷新等所有时间的总和。
二. PLC的I/O响应时间
为了增强PLC的抗干扰能力,提高其可*性,PLC的每个开关量输入端都采用光电隔离等技术。
为了能实现继电器控制线路的硬逻辑并行控制,PLC采用了不同于一般微型计算机的运行方式(扫描技术)。
以上两个主要原因,使得PLC得I/O响应比一般微型计算机构成的工业控制系统满的多,其响应时间至少等于一个扫描周期,一般均大于一个扫描周期甚至更长。
所谓I/O响应时间指从PLC的某一输入信号变化开始到系统有关输出端信号的改变所需的时间。其*短的I/O响应时间与*长的I/O响应时间
. 压铸机的主要工作原理是压铸成型。在高压的作用下,使液态或半液态的金属,以较高的速度填充压铸型型腔,并在压力下成型和凝固而获得铸件的方法。系统有2组比例阀:比例压力和比例流量,用来控制机器的液压动作,如动芯一入、动芯二入、静芯入、动芯一出、动芯二出、静芯出、开模、合模、顶针进、顶针退;压射动作分3步:慢压射、快压射和增压射,由3个独立的步进电机调节油泵的开口;辅机由喷雾机械手、给汤机械手和取件机械手组成,动作速度由画面设定,由相应的变频器控制输出。
3. 项目当中使用的西门子自动化产品的型号、数量、类型、何种控制对象

4. 照片

新瑞SR150型压铸机
二、控制系统构成
1. 硬件配置、系统结构及选择依据
系统由HMI和S7-300型PLC构成。因为有位置、压力、速度等曲线需要显示,所以选择了OP270 10。显示效果比较好,有操作按键,容易维护;由于需要3路PWM输出控制步进电机,所以选择了CPU313C,几乎全部利用该CPU的数字量输入输出及模拟量输入输出,性价比非常好;另外,由于压射过程非常快,通常为10-50m/s,有时甚至可以达到100m/s以上。系统需要高速采集大量的数据进行显示、分析和比较,因此选择了SM335模块,它的模拟量输入输出速度快、精度高,还可以产生硬件中断。

2. 附加系统的硬件配置图,网络结构图,应用中的监视画面。
辅机系统主要是由3个机械手构成:喷雾机械手、给汤机械手和取件机械手。他们根据压铸机的动作循环,在相应的位置进行动作。
3. 多种可选方案的比较:由于有3个步进电机需要控制,在选择方案时考虑过用CPU313C加3个FM353模块,该模块是1轴步进电机定位模块,*高脉冲频率可达200KHz,但此方案成本太高;考虑到本机器对脉冲频率要求不高,CPU313C模块中集成的3路PWM输出脉冲频率可达2.5KHz,已经可以满足系统的要求
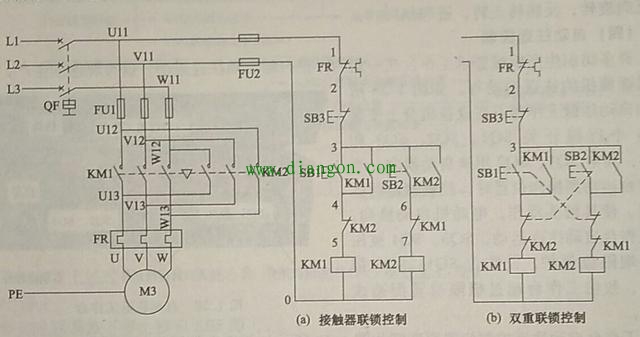
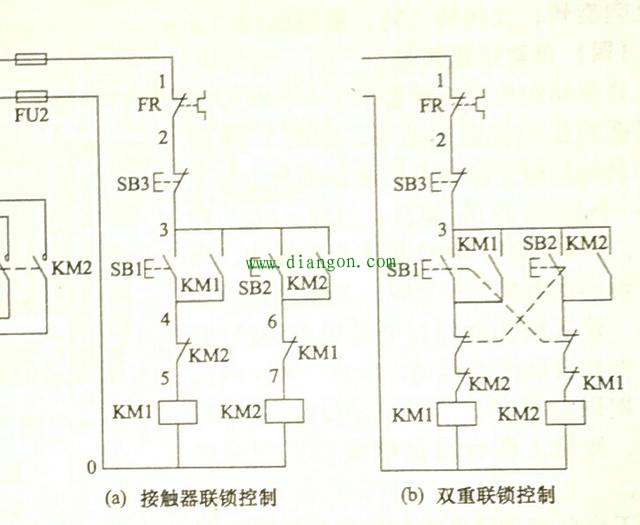
| KM1和KM2是正反转控制接触器,如图可知,KM1引入电源的线序为 L1 . L2. L3,为电机正转相序。KM2引入电源的相行为L3. L2. L1,L1与L3位置对调了,使电动机反转。 因为KM1与KM2引入电源的相序不同,如果KM1与KM2同时吸合通电,就会发生电源短路事故,所以在二次控制回路中必须采用接触器联锁控制。其方法是将接触器的常闭触头与对方的接触器线圈相串联,从而避免两个接触器同时吸合。当正转接触器KM1工作时,其常闭触头就断开了反转接触器KM2控制电路的回路,使反转接触器KM2的线圈无法通电工作。同理,反转接触器KM2也连锁控制了正转接触器KM1的控制电路的回路。清楚了原理,再看二次回路。
|