
西门子遂宁授权代理商






西门子遂宁授权代理商
PLC软件冗余系统在燃油锅炉中的应用
1.3PLC控制系统设计
利用信号采集模块实时采集锅炉的输油管进出口温度和压力,根据设定起炉、转火、停炉温度值控制燃烧机的自动启动、转火、停止等操作。根据温度、压力报警设定值,控制锅炉紧急停炉和故障报警等处理。
控制系统组成:一组CPU315-2DP处理器(带PROFIBUS-DP接口);2组ET200M模块(各自带2个IM352接口);一组SM321DI开关量输入模块;一组SM322DO开关量输出模块;3组SM331AI模拟量输入模块。一组CP343-1以太网通信处理器模块。
1.4WinCC与S7-300的通信实现
根据控制方案的设计,采用WinCC组态作为上位机监控,用西门子的S7_300作为下位机执行机构,我将采用以太网的标准Tcp/IP协议实现WinCC与S7-300的通信,将现场的状态参数、控制参数等上传到监控层。这个变量传递的过程可以用图3来说明:
变量监控过程
图3变量监控过程

1.5WinCC组态冗余的实现
通过两台独立计算机同时运行项目功能完全相同的WinCC组态项目,构成并行服务器来实现组态冗余结构,两台服务器通过以太网连接,并与PLC连接。每台服务器都带有其自身的过程连接和可用的数据归档,工作PLC站将过程数据和消息同时发送到两台冗余服务器。如果一台服务器发生故障,另一台将继续接收和归档来自PLC工作站的过程值和消息。出现故障的服务器重新工作后,冗余服务器为故障时间的归档执行同步,通过将丢失的数据重新传送到出故障的服务器,来消除故障引起的归档差别。
冗余服务器的组态实现:1.必须在两个冗余服务器上组态功能完全相同的WinCC组态项目(建议使用WinCC项目复制器)。2.对于WinCC冗余,需要同步服务器(建议使用设备的时间同步)。3.配置冗余用户归档,实现用户归档同步。4.组态在线消息同步。5.打开冗余编辑器,在“冗余伙伴服务器”项,输入冗余服务器的名称,并在“用户归档”项下,激活“用户归档的同步”。
本系统通过动态向导设置读取IP冗余地址,实现主S7-300数据监控
二、厂区主要设备控制要求
1、粗细格栅机及其附属输送压榨设备的控制
定时控制:根据外来污水状况和运行经验,通过设定相关定时参数,自动控制格栅机的启动时间和停止时间。
液位差控制:在格栅机的前后均设置一台超声波液位传感器,检测出格栅机的前后液位差。设定低液位差LDF2和高液位差LDF1,当检测到的液位差大于LDF1时,启动格栅机;当检测到的液位差低于LDF2时,停止格栅机(减少了运行时间,有效的节约成本)。控制过程如(图二)

图二
格栅附属设备的联动:皮带输送机和压榨机作为格栅机的附属输送压榨设备,它们在定时或自动运行模式下,一般与格栅机联动。附属设备适当的提前或延时运行。

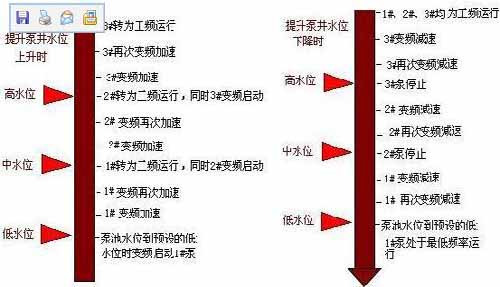
图三提升泵控制原理图
三、控制模式
手动模式:手动模式又可以分为盘柜模式和就地模式。盘柜模式就是通过MCC上的按钮实现对设备的操作;就地模式就是通过现场控制箱上的按钮实现对设备的操作。
遥控模式:就是通过中心控制室上位操作站实现对设备的操作。
自动模式:设备的运行完全由各PLC根据污水厂的工况及工艺参数来完成对设备的启停控制,而不需要人工干予。
四、系统构成如(图六)
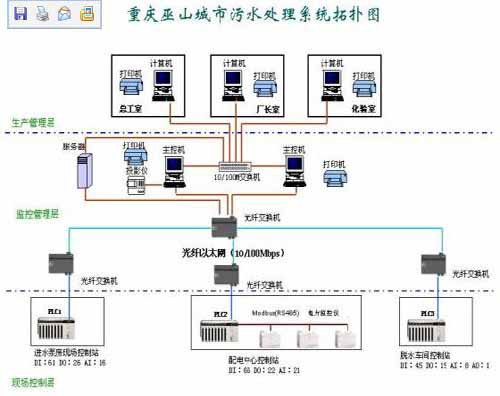
通过前面的描述,设备的控制还是比较复杂的,为达到以上的设备自动控制要求,该工程基本构成如下:

下位机:选用了施耐德PremiumPLC来做系统
上位机:选用了北京华富Control2000软件
中间协议:采用SimaticTOPServer,衔接上、下位机,进行数据交换
整个厂区共有3个PLC站,硬件采用施耐德电气PremiumPLC,分别用光纤及光纤交换机,采用星型连接方式构成以太网络连接至中控室,在PLC2站,现场电力仪表采用Modbus通讯方式实现数据的采集;软件采用施耐德的PL7Pro,根据控制要求开发程序,完全可以实现前面描述的控制要求。三个站分别处于进水泵房、配电房、脱水机房,基本配置如下:
上位机采用华富Control2000来开发监控画面进行监控:根据工艺绘制流程图,显示所有相关测控仪表的实时值;建立全厂的中心监控系统平台,使操作员能随时监视全厂运行状态,并对设备操作发出控制指令;建立历史数据查询系统和重要数据保存系统,并能对日报表、月报表、年报表进行打印;建立全厂设备的安全报警系统;
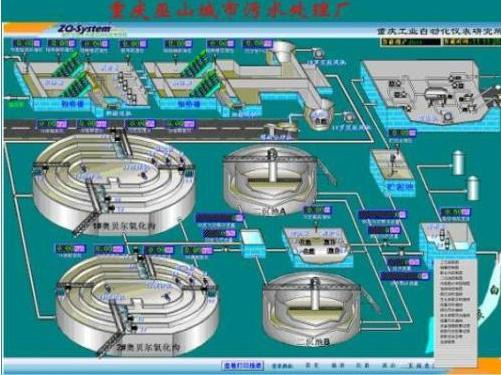
图七:厂区工艺流程图

图八:设备控制盘

图九:开发调试阶段报表查询数据示例
下位机采用施耐德电气PremiumPLC,上位机用北京华富德Control2000,二者之间的标签连接及数据通讯必须有一个统一的协议驱动,本工程采用的是SIMATICATOPSERVER来实现的,报表查询系统采用VB6.0来开发外挂程序实现报表的实时查询
