
西门子北京PLC模块总代理







西门子北京PLC模块总代理
• 近年来,我国食品包装技术得到了快速发展。在引进国外包装机械的基础上,国内机械制造厂商通过消化吸收,发展创新,使我国的包装机械制造水平有了很大的提高。
• 按包装机的机械结构来划分,食品包装机械可以分为立式包装机与枕式包装机。顾名思义,立式包装机是从上到下的包装过程,包装的食品类型一般为颗粒,粉末,液体,例如日常生活中的食盐、牛奶等;枕式包装机是平面包装的,包装的食品类型一般为块状的,例如方便面,冰糕,蛋糕等。请参见下图:

立式包装机 枕式包装机
本文主要基于枕式包装机进行说明。
系统原理图(经济型枕式包装机)

机械结构(枕式包装机)
主要由拨叉、膜辊、色标传感器、切刀以及横封和纵封构成:
1. 拨叉安装在传输带上主要起传输、分离包装物的作用
2. 膜辊起送膜的作用
3. 色标传感器检测薄膜上的色标信号
4. 切刀把包装后的包装物切割成包装袋,由于切刀上有加热装置,切刀兼有横封的作用
5. 另外该机械还包括纵封部分,把侧面的薄膜粘合起来

系统要求:
• 膜辊直径:66.88mm
• 切刀直径:120.00mm
• 切刀电机传动比:9:1
• 膜电机传动比:9:1
• 切刀旋转轴外接编码器360 线
• 包装规格:袋长(50-500)mm
• 包装速度:150 袋/分钟
• 切割精度:小于等于2.00mm
• 切刀电机功率:700W
• 进膜电机功率:700W
设计依据:
• 利用PLC 高速脉冲输出通道发送的脉冲信号,实现对伺服驱动器的位置及速度控制
• 利用PLC 的高速计数通道实现外接编码器的位置反馈
• 以切刀轴作为主轴,进膜轴作为从动轴进行控制
• 利用色标传感器进行位置检测,PLC 经过位置判断,做简单的位置闭环控制
• 推导设计

计算方法:
• 计算大脉冲输出能否满足要求
Rev =4096 units/rev
C =D xπ
=66.88 x 3.14159265
=210mm
Vmax =Lmax x PVmax
=500 x 70
=35000 mm/min
Pmax =Vmax / C x Z x Rev / 60
=35000 / 210 x 9 x 4096 /60
=102400
Precision =C / Z / Rev
=0,0057 mm/unit
推导结论: 精度2mm 〉Precision x 10 满足条件
PLC 大输出频率为100KHZ, 近似满足条件
软件设计依据(一)补偿方法:
• 由于计算过程比较麻烦,这里不作详细说明。总之不同包装速度决定了不同的脉冲输出频率,把每次色标检测到的实际位置与理论位置进行对比,按实际位置与理论位置之差进行补偿,补偿按着位置差的千分之二进行。
• 实际的位置值是根据外接的编码器来实现的,在每次检测到色标的时候,记录实际值。每包装一包切刀旋转一周,编码器记录为0-360 度,一个周期后自动清零。
软件设计依据(二)象限判断:
• 由于此包装机属于经济型配置,伺服没有位置闭环控制,没有寻参功能。有鉴于此,软件中添加了示教功能:即在进行彩膜包装时,如果更换新的包装规格,要进行示教,把个色标检测的位置值记录下来,作为后面包装过程中色标检测的判断依据(理论位置)。
• 在包装过程中每次色标检测的位置与理论位置的差值进行判断,如果差值大于180度,送膜电机进行追踪补偿,否则,送膜电机减速,进行延迟补偿。
• 由于示教时色标位置值(理论位置)是随机的,可以在0-360 度的任意象限。因为要进行差值计算,涉及了正向追踪还是延迟补偿的问题,所以要根据具体情况采用不同的计算公式
• 这里采用象限为例做简单介绍:

如果 0<t<90 度
如果 0<act<180 度
则 Delta_A=Act-T
如果 180<act<360
变量名称 表示符号 单位
示教位置 T 度
实际位置 Act 度
差值 Delta_A 度
本包装机为枕式包装机经济型配置方案,不但可以进行定长包装,还可以进行色标包装,切割精度足够满足目前大多数食品加工厂家的要求,得到了广泛的使用。在激烈的市场竞争中,节约成本是很多制造商的选择。
另外,在高端的包装机方面,目前大多采用伺服控制器闭环控制。例如西门子SIMOTION 系统:通过运动控制器,不但可以直接利用系统的电子齿轮,电子凸轮等工艺模块进行控制,而且还具有叠加轴,虚轴等功能,系统的动态性能更高,定位精度更准确
识读plc梯形图和语句表的过程同PLC扫描用户过程一样,从左到右、自上而下,按程序段的顺序逐段识图。
值得指出的是:在程序的执行过程中,在同一周期内,前面的逻辑运算结果影响后面的触点,即执行的程序用到前面的新中间运算结果。但在同一周其内,后面的逻辑运算结果不影响前面的逻辑关系。该扫描周期内除输入继电器以外的所有内部继电器的终状态(线圈导通与否、触点通断与否)将影响下一个扫描周期各触点的通与断。
由于许多读者对继电器接触器控制电路比较熟悉,因此建议沿用识读继电器接触器控制电路查线读图法,按下列步骤来看梯形图:
1) 根据I/O设备及PLC的I/O分配表和梯形图,找出输入、输出继电器,并给出与继电器接触器控制电路相对应的文字代号。
2) 将相应输入设备、输出设备的文字代号标注在梯形图编程元件线圈及其触点旁。
3) 将梯形图分解成若干基本单元,每一个基本单元可以是梯形图的一个程序段(包含一个输出元件)或几个程序段(包含几个输出元件),而每个基本单元相当于继电器接触器控制
电路的一个分支电路。
4) 可对每一梯级画出其对应的继电器接触器控制电路。
5)某编程元件得电,其所有动合触点均闭合、动断触点均断开。某编程元件失电,其所有已闭合的动合触点均断开(复位),所有已断开的动断触点均闭合(复位)。因此编程元件得电、失电后,要找出其所有的动合触点、动断触点,分析其对相应编程元件的影响。
6) 一般来说,可从个程序段的自然行开始识读梯形图。自然行为程序启动行。按启动按钮,接通某输入继电器,该输入继电器的所有动合触点均闭合,动断触点均断开。
再找出受该输入继电器动合触点闭合、动断触点断开影响的编程元件,并分析使这些编程元件产生什么动作,进而确定这些编程元件的功能。值得注意的是:这些编程元件有的可能立即得电动作,有的并不立即动作而只是为其得电动作做准备。
由PLC的工作原理可知,当输入端接动合触点,在PLC工作时,若输入端的动合触点闭合,则对应于该输入端子的输入继电器线圈得电,它的动合触点闭合、动断触点断开;当输入端接动断触点且在PLC工作时,若输入端的动断触点未动作,则对应于该输入端的输入继电器线圈得电,它的动合触点闭合、动断触点断开。如果该动断触点与输出继电器线圈串联,则输出继电器线圈不能得电。因而,用PLC控制电动机的启停,如果停止按钮用动断触点,则与控制电动机的接触器相接的PLC输出继电器线圈应与停止按钮相接的输入端子相对应的动合触点串联。在继电接触控制中,停止按钮和热继电器均用动断触点,为了与继电接触控制的控制电路相一致,在PLC梯形图中,同样也用动断触点,这样一来,与输入端相接的停止按钮和热继电器触点就必须用动合触点。在识读程序时必须注意这一点。
梯形图语言是PLC程序设计中使用多的一种编程语言,它是在继电接触器控制系统电路图的基础上演变而来的。它与继电接触器控制系统的电路图十分相似,是一种图形语言,具有直观、简单、易懂和易于检查等特点,很容易被熟悉继电接触器控制系统的工程技术人员掌握。梯形图语言特别适用于开关量逻辑控制,是PLC的主要编程语言。 图1是一个典型的鼠笼式异步电动机直接起动控制电路,图2是与之相对应的采用PLC控制的梯形图程序。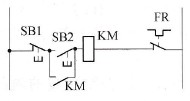 图1 继电器控制线路图
图1 继电器控制线路图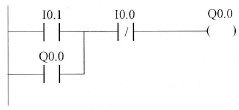 图2 PLC梯形图 PLC的梯形图语言是图形化编程语言,梯形图中左右两条垂直的线称为母线,是不接任何电源的。右边的母线经常省略,母线之间是触点的逻辑连接和线圈的输出。PLC梯形图中的继电器、定时器、计数器不是物理继电器、定时器、计数器,实际上是存储器中的存储位,因此称为软元件。相应位为“1”状态,表示继电器线圈得电,其常开触点闭合、常闭触点断开。梯形图中并没有真实的物理电流流动,而仅只是“假想电流”(虚电流、概念电流、能流)。在分析梯形图的逻辑关系时,为了借用继电器电路图的分析方法,把梯形图中的左母线假想为电源相线,右母线假想为电源零线,假想电流只能从左向右流动,层次改变只能先上后下。假想电流是执行用户程序时满足输出执行条件的形象理解。因此利用假想电流这一概念,可以帮助我们更好地理解和分析梯形图。 PLC梯形图编程的特点如下: (1)梯形图中所使用的输入、输出、内部继电器等编程元件的“常开”、“常闭”触点,其本质是PLC内部某一存储器数据“位”的状态。在程序中的触点是直接使用该位的状态进行逻辑运算的。因其状态可以反复读取,所以梯形图中的触点可以在程序中被反复使用,没有数量限制。 (2)梯形图中继电器线圈是广义的,除了输出继电器、辅助继电器线圈、状态继电器线圈外,还包括定时器、计数器等,但它们并非实际存在的物理继电器。梯形图虽然是由这些“软继电器”组成的控制线路,但它们并不是真正的物理连接,而是逻辑关系上的连接,称为“软接线”。 梯形图中的“连线”仅代表指令在PLC中的处理顺序,它不像继电器控制线路那样存在实际电流,因此,在梯形图中的每一输出线圈应有各自独立的逻辑控制“电路”。 (3)输入继电器供PLC接收外部输入信号,而不是由内部其他继电器的触点驱动,因此,梯形图中只出现输入继电器的触点,而不出现输入继电器的线圈。输入继电器的触点表示相应的输入信号。 (4)输出继电器供PLC作输出控制用。它通过开关量输出模块对应的输出开关(晶体管、双向晶闸管或继电器触点)去驱动外部负载。因此,当梯形图中输出继电器线圈满足接通条件时,就表示在对应的输出点有输出信号。 (5)当PLC处于运行状态时,PLC就开始按照梯形图符号排列的先后顺序(从上到下、从左到右)逐一处理,也就是说,PLC对梯形图是按扫描方式顺序执行程序。 (6)根据梯形图中各触点的状态和逻辑关系,求出与图中各线圈对应的编程元件的ON/OFF状态,称为梯形图的逻辑解算。在用户程序解算时,输入继电器和输出继电器线圈的状态是从I/O映像寄存器中读取的,不是解算现场开关的实际状态。梯形图中前面程序解算的结果马上可以被后面程序的解算所利用。 梯形图是目前使用广泛的一种plc编程语言。因此,艾特贸易网将在以后的文章中进行详细的介绍。
图2 PLC梯形图 PLC的梯形图语言是图形化编程语言,梯形图中左右两条垂直的线称为母线,是不接任何电源的。右边的母线经常省略,母线之间是触点的逻辑连接和线圈的输出。PLC梯形图中的继电器、定时器、计数器不是物理继电器、定时器、计数器,实际上是存储器中的存储位,因此称为软元件。相应位为“1”状态,表示继电器线圈得电,其常开触点闭合、常闭触点断开。梯形图中并没有真实的物理电流流动,而仅只是“假想电流”(虚电流、概念电流、能流)。在分析梯形图的逻辑关系时,为了借用继电器电路图的分析方法,把梯形图中的左母线假想为电源相线,右母线假想为电源零线,假想电流只能从左向右流动,层次改变只能先上后下。假想电流是执行用户程序时满足输出执行条件的形象理解。因此利用假想电流这一概念,可以帮助我们更好地理解和分析梯形图。 PLC梯形图编程的特点如下: (1)梯形图中所使用的输入、输出、内部继电器等编程元件的“常开”、“常闭”触点,其本质是PLC内部某一存储器数据“位”的状态。在程序中的触点是直接使用该位的状态进行逻辑运算的。因其状态可以反复读取,所以梯形图中的触点可以在程序中被反复使用,没有数量限制。 (2)梯形图中继电器线圈是广义的,除了输出继电器、辅助继电器线圈、状态继电器线圈外,还包括定时器、计数器等,但它们并非实际存在的物理继电器。梯形图虽然是由这些“软继电器”组成的控制线路,但它们并不是真正的物理连接,而是逻辑关系上的连接,称为“软接线”。 梯形图中的“连线”仅代表指令在PLC中的处理顺序,它不像继电器控制线路那样存在实际电流,因此,在梯形图中的每一输出线圈应有各自独立的逻辑控制“电路”。 (3)输入继电器供PLC接收外部输入信号,而不是由内部其他继电器的触点驱动,因此,梯形图中只出现输入继电器的触点,而不出现输入继电器的线圈。输入继电器的触点表示相应的输入信号。 (4)输出继电器供PLC作输出控制用。它通过开关量输出模块对应的输出开关(晶体管、双向晶闸管或继电器触点)去驱动外部负载。因此,当梯形图中输出继电器线圈满足接通条件时,就表示在对应的输出点有输出信号。 (5)当PLC处于运行状态时,PLC就开始按照梯形图符号排列的先后顺序(从上到下、从左到右)逐一处理,也就是说,PLC对梯形图是按扫描方式顺序执行程序。 (6)根据梯形图中各触点的状态和逻辑关系,求出与图中各线圈对应的编程元件的ON/OFF状态,称为梯形图的逻辑解算。在用户程序解算时,输入继电器和输出继电器线圈的状态是从I/O映像寄存器中读取的,不是解算现场开关的实际状态。梯形图中前面程序解算的结果马上可以被后面程序的解算所利用。 梯形图是目前使用广泛的一种plc编程语言。因此,艾特贸易网将在以后的文章中进行详细的介绍。
