
海南西门子代理商






海南西门子代理商
多种工艺功能的集成即使是机器设备中复杂的安全预防措施,也无需使用额外的故障安全硬件,由此可显著节省控制柜空间。符合故障安全通信标准 (PROFIsafe) 的集中式和分布式故障安全I/O,以及故障安全驱动器,可连接到SIMATIC CPU 317TF-2DP。作为标准故障安全的一部分,驱动安全功能,可以提供例如安全停机(STO,安全扭矩断开/SS1 和SS2安全停止1、2)、安全减速(SLS,安全限速),也可使用安全制动控制(SBC,安全制动控制) 及其它符合PROFIsafe 标准的功能。与传统布线工艺相比较,采用PROFIsafe技术,可显著节省布线成本、降低布线故障风险,并大大增强调试的灵活性。
T-CPU的技术规格CPU 315T-2 DP CPU 317T-2 DP CPU 317TF-2 DP故障安全SAFETY INTEGRATED 板载
存储器集成主存储器 256 KB 1024 KB 1.5 MB相应的指令数 84 K 170 K 250 K使用MMC卡作为装载存储器( 必须使用)
间位操作,典型值 0.1 μs 0.05 μs 0.05 μs字操作,典型值0.2 μs 0.2 μs 0.2 μs定点数运算,典型值 2 μs 0.2 μs 0.2 μs浮点数运算,典型值 3 μs 1 μs 1 μs集成I/O24 V DC数字量输入4路,例如,用于评估接近开关工艺,寻找参考点,硬件限位保护4路
SINUMERIK802D可控制4个进给轴和一个数字或模拟主轴。通过生产 现场总线 PROFIBUS将 驱动器 、输入输出模块连接起来。
模块化的驱动装置SIMODRIVE611Ue配套1FK6系列伺服电机,为机床提供了全数字化的动力。
通过视窗化的调试工具软件,可以便捷地设置驱动参数,并对 驱动器 的控制参数进行动态优化。
SINUMERIK802D集成了内置PLC系统,对机床进行逻辑控制。采用标准的PLC的编程语言Micro/WIN进行控制 逻辑设计 。并且随机提供标准的PLC子程序库和实例程序,简化了制造厂设计过程,缩短了设计周期。24小时:
2) 810D
(请参阅:SINUMERIK 810D 840D 简明调试手册 - 2006版本)
在 数字化 控制的领域,SINUMERIK 810D次将CNC和驱动控制集成在一块板子上。
快速的循环处理能力,使其在模块 加工 独显威力。 SINUMERIK 810D NC软件选件的一系列突出优势可以帮助您在竞争脱颖而出。例如提前功能,可以在集成控制系统上实现快速控制。
另一个例子是坐标变换功能。固定点停止可以用来卡紧工件或定义简单参考点。模拟量控制控制模拟信号输出;
管理也是另一种功能强大的管理软件选件。
样条插补功能(A,B,C样条)用来产生平滑过渡;压缩功能用来压缩NC记录;多项式插补功能可以提高810D/810DE运行速度。
温度补偿功能保证您的 数控系统 在这种高技术、高速度运行状态下保持正常温度。此外,系统还为您提供钻、铣、车等 加工 循环。 SINUMERIK 840D
3) 840D
SINUMERIK 840D数字NC系统用于各种复杂 加工 ,它在复杂的系统平台上,通过系统设定而适于各种控制技术。840D与SINUMERIK_611数字驱动系统和SIMATIC7 可编程控制器 一起,构成全数字控制系统,它适于各种复杂 加工 任务的控制,具有优于其它系统的动态品质和控制精度。
产品功能
控制类型
采用32位 微处理器 、实现CNC控制,用于完成CNC连续轨迹控制以及内部集成式PLC控制。。
机床配置
可实现钻、车、铣、磨、切害、冲、激光 加工 和搬运设备的控制,备有全数字化的SIMDRIVE611数字 驱动模块 :zui多可以控制31个进给轴和主轴.进给和快速进给的速度范围为100-9999mm/min。其插补功能有样条插补、三阶多项式插补、控制值互联和曲线表插补,这些功能。为 加工 各类曲线曲面零件提供了便利条件。此外还具备进给轴和主铀同步操作的功能。
操作方式
其操作方式主要有AUTOMATIC(自动)、JOG(手动)、示教(TEACH IN) 手动输入运行(MDA) ,自动方式:程序的自动运行, 加工程序断后,从 断点 恢复运行;可进行进给保持及主轴停止,跳段功能,单段功能,空运转。
轮廓和补偿
840D可根据 用户程序 进行轮廓的冲突检测、半径补偿的进入和退出策略及交点计算、长度补偿、螺距误差补偿棚测量系统误差补偿、反向间隙补偿、过象限误差补偿等。
NC编程
840D系统的NC编程符合DIN 66025标准(德国工业标准),具有语言编程特色的程序编辑器,可进行公制、英制尺寸或混合尺寸的编程,程序编制与 加工 可同时进行,系统具备1.5兆字节的用户内存,用于零件程序、 偏置 、补偿的存储。
PLC编程
840D的集成式PLC*以标准sIMAncs7模块为础,PLC程序和数据内存可扩展到288KB,u/o模块可扩展副2048个输入/输出点、PLC程序能以*的采样速率监视数据输入,向 数控机床 发送运动停止/起动等指令。
操作部分硬件
840D系统提供了标准的PC软件、硬盘、奔腾处理器,用户可在Windows98/2000下开发自定义的界面。此外,2个通用接过RS232可使主机 与 外设 进行通信,用户还可通过 磁盘驱动器 接口和打印机并联接口完成程序存储、读入及打印工作
1 引言
根据工件加工的需要,以独立的通用的部件为基础,配以部分专用部件组成的专用机床,称之为组合机床。回转工作台式组合机床是多工位组合机床的一种,它通过回转工作台进行加工工件的输送,夹具安装在工作台面上,被加工工件一次装夹后,从一个工位输送到下一个工位,工作台转一周,即完成在该机床上的全部加工工序。并且,装卸工件的辅助时间与机床的加工时间是重合的。本组合机床全称为回转工作台式六工位组合机床,有一个上下料工序、五个加工工序,分别为:上下料工序;铣端面工序;钻中心孔序;钻的盲孔工序;钻通孔工序;扩孔工序。组合机床外形参见图1所示。

图1 组合机床外形案例图片
2 系统控制说明
本组合机床控制系统主要采用siemens s7-200系列plc和西门子触摸屏ktp-178micro构成,plc完成整个机床的信息采集、信息处理、各种驱动的控制等功能,人机界面完成智能化的后台管理、各轴加工参数的设定、信息监视等功能。
2.1 系统控制主要部件清单(见表1)

2.2 系统控制主要部件介绍
cpu226是siemens公司生产的s7-200系列中性能高端的cpu模块,本机集成24输入/16路输出数字量通道,六个高速计数器,2个20khz的高速脉冲输出,大可扩展7个模块,两个通讯端口。
cpu221是siemens公司生产的s7-200系列中的低端cpu模块,本机集成6输入/4路输出数字量通道,4个高速计数器,2个20khz的高速脉冲输出,不可以扩展模块,一个通讯端口。
em223是siemens公司生产的s7-200系列中数字量混合模块, 4输入/4路输出数字量通道。
ktp-178micro是siemens公司根据国内用户使用习惯和需求而专门开发的人机界面, 是一款性价比较高的人机界面。
步进电机是采用研控自动化科技机电有限公司推出的系列产品,配套yka2404ma细分驱动器,高细分数为200。主轴电机采用三相异步电机。气缸采用smc系列。
2.3 系统控制架构(图2)

图2 系统控制架构
2.4 系统控制主要特点
(1) 输入信号的处理:本套机床的检测信号有:回转工作台用机械式形成开关、气缸用磁环开关、滑台用磁性开关,这些信号的采集利用plc的通用数字量输入信号作为信号采集处理。
(2) 输出信号的处理:步进电机单元,利用plc本身集成的高速脉冲信号作为步进电机驱动器驱动信号,每台plc集成两通道高速脉冲信号,本套系统有四台plc主机,多可控制八轴驱动,控制采用脉冲+方向的控制方式。三相电机单元,利用plc本身集成的通用数字量输出信号作为电机驱动控制信号。气缸单元,利用plc本身集成的通用数字量输出信号作为气缸驱动控制信号。
(3) 人机交换:本套机床的加工参数通过上位机触摸屏来完成,操作人员根据加工需要可以更改相应加工参数。本套机床可通过上位机触摸屏进行机床的手动控制与自动控制,如:电机的运行、气缸的动作、滑台的点动运行。可通过触摸屏察看设备信息,察看设备信号是否正常。
2.5 系统运行模式
单机运行,通过触摸屏操作机床。该模式下又可实现单轴加工、全自动加工两种加工方式。
联机运行,通过终端调度软件给机床上下料,控制组合机床。
3 软件设计
本套系统采用了ktp-178micro触摸屏一台、cpu226一台、cpu221三台,cpu226作为系统的主站。ktp-178通过cpu226的port1口进行数据的读写,cpu226作为ppi主站通过port0口与下位机的三台cpu221进行数据的读写。所用到s7-200的主要控制命令有:网络读写命令(实现cpu226与三台cpu221之间的通讯、高速脉冲输出(实现步进电机的控制)、高速计数(实时读取各个进给轴的坐标),本套系统大可控制轴数为八轴,为了方便与其它设备联机作业,该系统在控制架构设计上增加了联机接口。
3.1 网络读写指令
网络读指令(netr)初始化通讯操作,通过指令端口(port0)从远程设备上接收数据并形成表;
网络写指令(netw)初始化通讯操作,通过指令端口(port0)向远程设备写表。
本套系统中,cpu226定义为2#主站,其它三台cpu221分别定义为3#从站、4#从站、5#从站。
本套系统中利用了网络读(netr)三项,共有三十个字节。(见表2)

本套系统中利用了网络写(netw)指令三项,共有二十六个字节。(见表3)

在cpu226中通过向导功能进行网络读写的配置,此配置可在ob1主程序进行循环调用,也可通过中断的形式调用。
ld sm0.0
call net_exe:sbr8, 0, m7.0, m7.1
3.2 组合机床的联机接口定义(见表4)

该组合机床有单机/联机运行功能,并对联机运行时提供了i/o接口定义。
s1为电平信号,上位机通知机床回零,回零结束时上位机收到机床就绪信号,再切断该信号。
s5为电平信号,上位机通知机床全自动运行,切断该信号,机床自动运行结束。
s6为脉冲信号。上位机上下料完成时通知机床继续运行。
3.3 高速脉冲输出指令
从站的三台cpu221每台控制两轴的步进电机,利用cpu本身集成的两通道高速脉冲输出信号作为步进电机驱动器的脉冲输出,其脉冲输出频率高达到20khz,根据各轴加工的特点,其控制程序要求步进滑台在作加工时有以下特点:
零点(原位)→快进(快速)→攻进(慢速)停留→快退(快速 零点(原位)
根据此特点该程序在设计时采用多段pto功能,以下为单轴进给事例程序
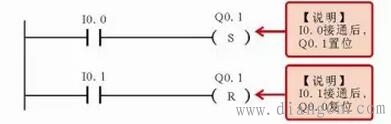
| 在西门子plc梯形图中一些特殊编程元件需要成对出现,即需要配合使用才能实现正确编程。 例如,西门子plc梯形图中的置位和复位操作,一般这两个操作均是由指令实现的,其在西门子PLC梯形图中一般写在线圈符号内部,如图所示。
|

| 在西门子plc梯形图中,触点的编写方法、排列顺序对程序执行可能会带来很大的影响,有时甚至会使程序无法运行,因此需要采取正确方法的进行编写。 触点应画在梯形图的水平线上,所有触点均位于线圈符号的左侧,且应根据控制要求遵循自左至右、自上而下的原则,如图所示。
|



