七台河西门子模块代理商






七台河西门子模块代理商
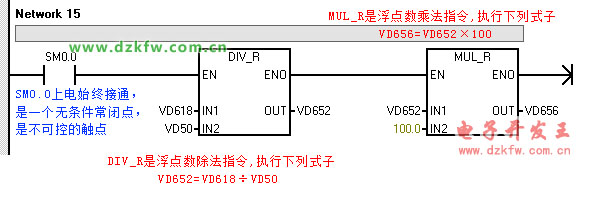
在STEP7中可以对整数、长整数和实数进行加、减、乘、除算术运算。算术运算指令在累加器1和2中进行,在累加器2中的值作为被减数或被除数。算术运算的结果保存在累加器1中,累加器1原有的值被运算结果覆盖,累加器2中的值保持不变。
CPU在进行算术运算时,不必考虑RLO,对RLO也不产生影响。学习算术运算指令必须注意算术运算的结果将对状态字的某些位产生影响,这些位是:CC1和CC0,OV,OS。在位操作指令和条件跳转指令中,经常要对这些标志位进行判断来决定进行什么操作。
l+I16位整数相加指令
l-I16位整数相减指令
l*I16位整数相乘指令
l/I16位整数除法指令
l+D32位整数相加指令
l-D32位整数相减指令
l*D32位整数相乘指令
l/D32位整数除法指令
lMOD32位整数除法取余数指令
例3.7.1
LMW0//将MW0中的值装入累加器1低字
LMW2//将MW2中的值装入累加器1低字,累加器1低字中的原值移入累加器2低字
+I//将累加器l低字和累加器2中的低字相加
TMW10//将运算结果送到MW10
*FBD格式
与STL语句表指令不同处在于多了使能输入端EN和使能输出端ENO。只有当I0.0=1时,才进行加法运算。如果运算的结果超出范围或者I0.0=0,则Q4.0=0。
西门子滤波器参数
对于设备和系统诊断,Simatic ProDiag诊断软件包也进一步扩展,现已涵盖对故障模块的监控和针对ProDiag报警的标准分析。借助同样已经得以扩展的Simatic HMI(人机界面)中的S7图形控制显示,直接改善了在系统的操作设备上对设备序列和应用错误的诊断及可视化显示。 TIA博途V15关于数字化产品组合的扩展方面聚焦OPC UA功能和虚拟调试。OPC UA功能已针对Simatic S7-1500控制器进行了扩展。这可以改进和简化工厂中机器设备与MES/SCADA/IT层级(制造执行系统/监控和数据采集)之间的标准化垂直和水平通信。 其成果的主要有增加应用可能性、扩展数字化产品组合、实现标准化和提高工程效率。TIA博途V15增加应用可能性的亮点在于其集成了语言应用及其它驱动系统的多功能平台,其中包括验收测试等;将操作功能和2D到4D运动学集成于Simatic S7-1500控制器,可连接并对机器人进行编程。 该西门子解决方案的核心是支持Simatic S7-1500的S7-PLCSIM Advanced仿真器。这可以实现许多控制器功能的模拟和对虚拟系统模型的仿真测试。因此,自动化和机械工程在产品生命周期的早期阶段便实现了同步,从开发到实际调试的时间都得到缩短。
PLC控制系统
在可编程逻辑控制器(PLC)和分布式控制系统(DCS)之间如何抉择,要取决于具体的项目和工厂类型。因为应用场合不同,对控制系统的要求也各不相同。
自动化项目要想成功,首先需要自动化工程师、设计工程师一起评估应用需求,然后选择较有效的控制系统平台。这些决定将会对工厂的经营业绩带来长远的影响,在某些情况下,影响可长达25年甚至更多。大多数控制系统的决策,可归结为选择可编程逻辑控制器(PLC)或分布式控制系统(DCS)。有时,某种选择非常适合于一个工厂,而在另外一种情况下,它可能就不适用了。在选择控制系统时考虑的因素越多,就越有助于实现短期和*目标。
控制系统平台,对自动化系统满足优化生产、维持可用性和获取数据等需求的方式,会有一定的影响。在选择控制系统方面缺乏远见,也可能会影响未来的扩展、流程优化、用户满意度和公司利润。
除了一些基本准则之外(比如如何控制过程),设计团队还必须考虑安装、可扩展性、维护、保养等方面的各种因素。
目前,虽然对小设备来讲,PLC系统可能是较划算的,但DCS系统则提供了更具经济性的可扩展能力,更可能获得较高的初始投资回报。

PLC是一种工业计算机,用于控制生产制造过程,如机器人、高速包装、装瓶和运动控制等。在过去20年里,PLC增添了更多的功能,为小型工厂和装置创造了更多的效益。PLC通常是单机系统运行,但也可以与其它系统集成,经由通信来实现彼此之间的连接。由于每个PLC都有自己的数据库,因此集成需要控制器之间某种程度的映射。这使PLC特别适用于那些对扩展没有太大需求的小型应用程序。
DCS系统则将控制器分散在自动化系统中,并提供通用的接口、*的控制、系统级数据库以及易于共享的信息。传统上,DCS主要应用于过程工艺和比较大的工厂,在整个工厂的生命周期中,大型系统应用程序更容易维护。
PLC和DCS系统一般分别适用于离散和过程生产制造。使用PLC系统的离散生产制造设施,一般由单独的生产装置组成,主要用于完成部件的组装,例如打标签、填充或研磨等。过程制造设施,通常使用自动化系统,以连续和批处理的方式按照配方而不是按件生产。大型连续加工设备,如炼油厂和化工厂,都使用DCS自动化系统。混合应用通常同时使用PLC系统和DCS系统。为某个应用选择控制器,需要考虑过程的规模、可扩展性和未来的更新计划、集成需求、功能、高可用性以及工厂设施整个生命周期的投资回报等等诸多因素。
过程规模:需要多少输入/输出(I/O)点?小系统(<300个I/O点)可能预算较少,因此用PLC系统更适合。想要将DCS系统应用到较小的项目上,其实并不容易,相反,它在大工厂应用中更能发挥其功能。由于拥有全局数据库,DCS系统更易于管理和升级,任何变更都是全局性的。
升级计划:规模较小的工业过程可以适用PLC系统,但如果该过程需要扩展或升级,则需要增加更多的PLC硬件和数据库,并且需要进行单独维护。这是一个耗时、费力的过程,而且容易出现错误。DCS系统更容易升级,比如可以从*集线器对用户受信进行管理,因此就更易于保养和维护。
集成需求:对于单机装置,PLC系统是理想选择。当工厂配置多个PLC系统时,就会产生相互连接的要求。这一般很难实现,因为通常需要利用通信协议对数据进行映射。集成当然没有问题,但当有变更需求时,那用户的麻烦就来了:一旦某个PLC系统做了变更,就可能会导致两个PLC不能正常通讯,这是因为数据映射受到影响的缘故。对DCS系统而言,则根本不需要映射,配置变更只是一个简单的过程;控制器是系统自带的
西门子plc S7-200系列PLC整数加减乘除指令入门教程_算术运算
先来了解下整数计算的加减乘除指令位置以及常用方法:

在上面的加计数器里,用到了ADD_I,而下面的指令是ADD_DI,这是什么原因?
因为上面的加指令输入的2个值,与输出的结构,都没有超过“字”的计数范围的上限32767,所以可以使用ADD_I。当输入值中有超过32767,或运算结果超过这个值时,指令应换成ADD_DI,避免产生数据溢出的情况。
编程上电后,通过输入,查看到运算结果:

“减法指令”和“乘法指令”并没有什么区别,主要是注意运算结构,是否会超出运算范围。
以下重点介绍下“除法指令”,一起来学习下。
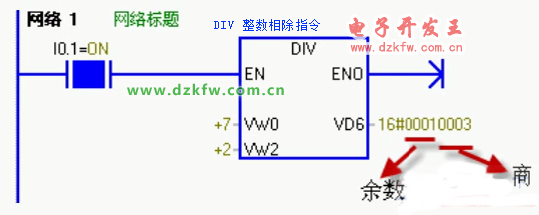
DIV 整数相除
DIV指令即两个整数类型的数据进行除法运算(目标为双整数,其中高16位字存余数、低16位字存商)。
当条件I0.1接通时,执行指令,执行时VW0的数据/VW2的数据,其运算结果存到VD6中。其中VW6存放余数,VW8放商。
(1)格式:整数乘法指令(MUL_I)和整数除法指令(DIV_I)的梯形图如图6-10所示。
图6-10 整数乘法指令(MUL_I)和除法指令(DIV_I)的梯形图
(2)功能:当使能输入(EN)有效时,整数乘法指令MUL_I将两个16位整数IN1和IN2相乘,产生一个16位的结果存放在OUT中,如果运算结果超出16位,则溢出标志SM1.1被置位。整数除法指令DIV_I将两个1 6位整数IN1和IN2相除(IN1/IN2),产生一个16位的商存放在OUT中,不保存余数。当乘法运算发生溢出时,运算结果不输出,同时将SM1.0和SM1.2置0。除数为0时,源操作数不变。
图6-11 双整数乘法和双整数除法指令的梯形图