
榆林西门子一级代理商






榆林西门子一级代理商
SIMATIC S7-300拥有不同的数据通信机制:
使用MPI,通过全局数据通信,实现联网CPU之间的数据包循环交换。
借助通信功能,与其它伙伴完成事件驱动型通信。网络连接通过MPI、PROFIBUS或PROFINET实现。
全局数据
借助“全局数据通信"服务,联网CPU彼此之间可以循环地交换数据(多可达8 GD 数据包,每周期22个字节)。据此,可以实现,例如,某个CPU访问另一个CPU的数据、位存储单元和过程图像等信息。只能通过 MPI 进行全局数据交换。组态通过STEP 7的GD表完成。
通讯功能
使用系统已经集成的块,可以建立S7/C7伙伴之间的通信服务。
这些服务是:
通过 MPI 进行 S7 基本通讯。
通过 MPI、C 总线、PROFIBUS 和 PROFINET/工业以太网的 S7 通讯。
S7-300 可以用于:
用作服务器时,使用MPI、C总线和PROFIBUS
用作服务器或客户端时,使用集成式PROFINET接口
使用reloadable块,可以建立与S5伙伴和非西门子设备之间的通信服务。
通过 PROFIBUS 和工业以太网进行的 S5 兼容通讯。
通过 PROFIBUS 和工业以太网进行的标准通讯(非西门子系统)。
与全局数据不同的是,对于通信功能,必须为其建立通信连接。
集成到 IT 领域中
借助自动化工程组态,使用S7-300,可以更加方便地接入现代化的信息技术世界。使用CP 343-1 Advanced,可以实现以下信息技术功能:
IP 路由;
借助IP访问列表,将IP V4报文以不低于Gigabit的速度转发至受控PROFINET接口。
WEB 服务器;
使用标准浏览器,可以浏览大至30 MB可自由定义的HTML网页;通过FTP处理自己的文件系统中的数据
标准诊断页;
无需额外工具,就可以在工厂内完成插装在安装机架上的所有模块的快速诊断工作。
E-mail;
直接从用户程序中发送认证电子邮件。电子邮件客户端设计有通知功能,可以在控制程序中直接通知用户。
通过 FTP 进行通讯;
大多数操作系统平台都可以使用的开放协议
设计有30 MB RAM文件系统,可以用作动态数据的中间存储器。
西门子PLC控制器当中,硬件设计是十分重要的,硬件设计的好坏会直接影响到设备的运转的稳定性、性以及可靠性。此外,PLC很容易适应周围环境,安装比较方便,更换时也比较快捷。
比如在输入输出电路的设计中,设计输入电路时,考虑到电源要具有普遍性、抗干扰等问题,因此,一般采用的是240V作为供电电源,并且在电源当中还加入了净化原件以此来达到隔离要求。除此之外,考虑到电路中可能出现短路现象,因此,在选择电源容量时采用输入电路功率的二倍,并且在输入段安装熔丝以此来起到保护电路的作用;设计输出电路时,假如生产中有高频的动作,那么在设计PLC时,就需要通过继电器进行输出,这样不但保证了生产的要求,而且抗干扰能力、负载能力都得到了很大提升,而如果在输出端的负载是具有电磁感应一类的,那么在突然断电时就会出现电磁干扰,这样就会产生电流的冲击,因此为了防止这种冲击烧坏PLC,就需要在此设备的旁边安装二极管,以此来起到保护的作用。
PLC在开关量处理的基础上增加了模拟量处理和运动控制等功能,其不再局限于逻辑控制,且在运动控制,过程控制等领域也发挥着十分重要的作用,因此,在实际生活中加强对PLC控制系统设计的研究对促进新型纸箱包装机的发展也具有非常重要的作用。
对交流感性负载应并接浪涌吸收电路,可有效保护PLC,当两个物理量的输出在PLC内部已进行软件互锁后,在PLC的外部也应进行互锁,以加强系统的可行性,[COM"点的选择不同的PLC产品,其[COM"点的数量是不一样的。
这样会对电路设计带来很多方便,每个[COM"点处加一熔丝,1-2个输出时加2A的熔丝,4-8点输出的加5-10A的熔丝,因PLC内部一般没有熔丝,对于PLC输出不能直接带动负载的情况下,必须在外部采用驱动电路,可以用三极管驱。
其需要给外部记米表或液晶触摸屏进行长度显示,或者在适当的地方设计一个开关,从而则可发挥出PLC系统的功能,在实际操作过程中,其主要分为以下三个部分的内容,首先是将长度设定值化成脉冲数,同时给定降速长度,其次通过一定的设计。
S7-200 系列:模块式(主微型PLC (Micro PLC)机采用整体式,可扩展模块)。是一种小型的可编程序控制器,适用于各行各业,各种场合中的检测、监测及控制的自动化。S7-200系列的强大功能使其无论在独立运行中,或相连成网络皆能实现复杂控制功能。因此S7-200系列具有*的性能/价格比。1994年进入中国市场。
PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。

(1)功能:电动机M要求两地控制,在两个不同的地点需同时按下SB1和SB3才能启动电动机,按下SB2和SB4都能使电动机停止。 (2)I/O分配 输入符号注释输出符号注释I0.0In_Moto1_A_StartSB1Q4.0Out_Moto1_RunKM1I0.1In_Moto1_A_StopSB2 I0.2In_Moto1_B_StartSB3 I0.3In_Moto1_B_StopSB4 (3)plc接线图
(4)程序设计
|


S7中定时时间由时基和定时值组成,定时时间为时基和定时时间设定值的乘积。时基也称为定时器的计时单位,是定时器可以控制的高精度(时间间隔)。定时时间也称为计时范围,是定时器的有效控制时间。
在定时器开始工作后,定时值不断递减,递减到零时,表示时间已到,定时器会有相应的动作。
所谓的时基是时间基准的简称。定时时间设值是以3位BCD码格式存放,位于定时器字的第0~11位。使用范围是0~999。表给出时基与相应的定时范围。
表 时基与相应的定时范围

定时时间有两种表达方式:
①十六进制数。定时器使用的时间值为BCD码,给定时器赋值可以带有时基格式。
格式为:W#16# wxyz。其中,w是时间基准,xyz是BCD码格式的时间值。设定值范围为1~999。这里,时基越小,则分辨率越高;时基越大,则分辨率越低,但定时时间越长。例如,
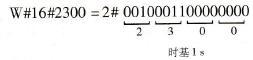
表示时基为1s,定时时间为300×1 s的定时时间值,即300 s =5 min。
②S5时间格式。也可以直接使用S5中的时间表示装入时间设定值,其格式为:
S5T#aH_bM_cS_dMS
其中,a表示小时,b表示分钟,c表示秒,d表示毫秒。定时范围为1MS~2H~46M~30S(1 ms~9990 s)。例如,S5T# 1H_13M_8S表示时间为1 h13 min8 s。这里时基是由CPU自行选定的,原则是在满足定时范围的要求下,时基单位根据设定时间值自动选择满足定时范围的小时基。
③设定时间的装载。S7-300/400的定时时间设定需要通过S7的装载指令L进行。可以用两种方法设定时间与选择时间单位。允许设定的大时间值为9990 s(2小时46分30秒)
