

6GK7243-1EX01-0XE0型号齐全
1、引言
传统的远程监控只具备数据采集功能,在需要实时控制和数据处理时,会显得力不从心。PLC 作为工业控制的核心部件,其在网络、通信等方面的能力越来越强,具备远程监控要求的数据采集、实时控制和数据处理功能。随着国产 PLC 市场占有量的tisheng,PLC 的价格也比以前更具优势,使用 PLC 做 DAS系统或者用 PLC 平台开发数据采集系统将是大势所趋或者说相当有吸引力的选择。德维森公司的 V80 小型 PLC 在供热、交通监控、楼宇监控等行业有许多的成功应用.
下面以其在东北某供热网监控为例说明 PLC 在数据采集和远程监控行业中的应用。
2、远程监控系统
供热网远程监控系统的示意图如下:

图 1 供热网远程监控系统示意图
点击此处查看全部新闻图片
V80 系列 PLC 采集现场每个换热子站的温度、压力、liuliang,并根据采集数据进行供热liuliang的控制,以达到节能的目的。根据室外气温的变化,通过调节一级管网电动阀门的开度来及时控制二级管网的回水温度,通过调度给定的控制曲线,保证每个换热站的运行参数始终在给定的范围内。同时,中央监控室根据需要调度和遥控子站的电动阀门,调整运行参数。系统配置 GPRS DTU,可以实现温度的控制、补水泵变频的远程控制。上位机选用组态王组态软件,与数据库结合起来,对所有数据进行存储和分析,并可以配合优化软件进行优先控制。
3、PLC 特点

图 2 V80 系统结构示意图
点击此处查看全部新闻图片
针对前面提到的各种问题,本文提出了一个更为优胜的方案,其特点如下:
1、 网络通信功能
V80 系列 PLC 可同时支持 2 个以上的通信口,可利用 RS485 通信口组建控制网络,把多台 V80 小型 PLC 组进同一个现场总线网络内,主控 PLC 上连接一个 GPRSDTU 模块,为监控网络提供透明的上网通道。选用 GPRS DTU 代替无线 RTU 可以大大降低成本,在敷设了电话线的地方可选用 Modem,使整个系统的造价达到优。
2、CPU 模块功能
M32DT 模块是 16 路数字量输入和 16 路晶体管输出的 CPU 模块,本身带有两个通信口,一个 RS232 和一个 RS485,内部带 MODBUS 主从通信协议和 FREE 通信协议,可以与各种 HMI 或者各种组态软件通信,通信协议库文件使各厂商自行开发上位机软件提供了诸多便利。
M32DT 内带 FLASH 存储器,可将各种参数存储在本地,还带有掉电保持功能,从而保证使用的可靠性和便利性。高速运算速度和完备数学运算能力使其更适合通信和模拟量处理环境。
3、抗干扰能力强
整个系统的宽温和宽电源供电设计使其可以在恶劣的环境中游刃有余,V80 系列产品已通过 CE 认证。
4、 编程简单方便
V80 系列 PLC 的编程语言支持 IEC61131-3 标准,可以方便编程。同时,支持在线编程,也就是在运行态下可以进行程序修改和调试,为监控现场的在线升级和扩展提供方便。
5、
V80 系列 PLC 比同样点数的数采模块具有价格优势,而且其图形化编程功能使其成为一个强有力的分布式监控平台。
4、结论
本文以供热网的远程监控为例,介绍了 V80 系列 PLC 联网、通信协议与第三方产品集成特点,说明 V80 系列 PLC 在数据采集和远程监控行业中的应用,实际运行结果表明 V80系列 PLC 是客户将采集、控制、远程监控合而为一的理想选择。
摘要:
水泥厂自动化技术的迅速发展,对水泥厂主要设备磨机的自控系统提出了更高要求,因此磨机自动控制系统的可靠性、安全性,不仅影响磨机自身的各个参数,而且还对上位机监控系统,整条生产线的产量产生重大影响。磨机系统由主辅传动电机、主减速机、进出料端轴承、筒体及对应各部分润滑系统组成。电控系统不仅要求对磨机各润滑站的油压、油温、油流、液位、主电机定子温度、轴承温度,主减速机油温、轴承温度、进出料端轴瓦温度进行监控,而且要对磨机起动装置——液体变阻器和动静压轴承系统进行智能化控制,需控制的开关量、模拟量达200余点(路),显然采用常规的继电器逻辑控制和仪表控制不能完全满足系统要求,且系统开关元件多,故障率高,而采用PLC可满足磨机系统要求。
1 PLC功能简介
本系统采用日本光阳公司SU-6B型PLC,模块化结构,其电源模块供电电压AC85~132V/170~264V,环境温度0~60℃,整机绝缘等级、耐压、耐震动、耐冲击性、抗干扰性等均适合工业现场的恶劣环境;程序语言为梯形图/级式并用,指令数191种,程序存储采用UVPROM和EEPROM存储器盒,输入输出可扩展大至512点,其中输人320点,输出320点,内部继电器1024个,定时器256个,计数器128个,还有许多特殊功能继电器,无论在硬件上、软件上均能满足磨机电控系统的要求。此外程序编制调试完毕以后,再输入密码,可对程序加密,防止非人员改动,保证系统可靠的运行。
2 液体变阻器的控制
磨机起动采用液体变阻器,控制系统硬件配置见图1。测量极板限位选用四个金属接近开关,型号SA-2105B-110V,测温元件选用WTZ-288双接点温度计,液位继电器选用UQK-02~110V,性能可靠的一次元件为程序的运行提供了可靠的保障。当系统液位、温度正常,且检测到主机运转信号后,液体变阻器极板开始下降,此时开始计时,若定时器时间到,而极板还未接触到下限位开关,因而转子接触器没有闭合,则说明系统异常,自动地发出系统异常信号,停止主电机。若在定时器设定的时间范围之内,变阻器极板下降到下限位,接近开关发出信号,则转子接触器合闸,将转子电阻切除,主电机正常运转。然后极板又自动地上升到上限位开关位置处停止,为下次起动做好准备。液体变阻器控制软件流程见图2。

图1 液体变阻器控制系统硬件配置图
1LS1极板上限开关;1LS2上极限开关;2LS1极板下限开关;2LS2下极限开关; GC1主电机定子合闸开关;ST液箱温度高;SL液箱温度低;GC2主电机转子短接开关; Q1极板电机控制开关;Q2液泵电机控制开关;1KM1控制极板上升接触器; 1KM2控制极板下降接触器;2KM1控制液泵电机运转接触器;KM3切除液体变阻器的接触器; KM4液体变阻器系统正常;H1极板上升或上限指示;H2极板下降或下限指示; H3液箱状态(包括液温、液位等)指示

图2 液体变阻器控制软件流程图
液体变阻器同频敏变阻器相比,由于液体变阻器属于无感电阻,且变化平滑,比其他变阻器波动小,因此功率因数高,可使电机的起动电流控制在1.3Ie以下,增大了起动转矩。当电网电压发生波动,低于额定电压时也能正常起动。但是若在起动过程中,上、下限位开关触点接触不良或在正常运转过程中转子短接接触器触头损坏不通,均会使液体变阻箱在极短时间内发生“开锅”现象,损坏其内部绝缘套筒及绝缘套管,使变阻器不能工作,严重时会使其机械传动机构也损坏。由于转子侧电流较大,这种故障发生时间即使很短,也会造成重大损失,且不易被操作监护人员发觉。通过温度检测,利用PLC丰富的软硬件资源进行优化设计,可对变阻器起到保护作用。
3 动静压轴承润滑控制系统
为了减少轴瓦磨损,tigao轴瓦寿命,大型磨机进出料端润滑系统均采用动静压控制。动压系统是保证轴瓦润滑;静压系统的作用是,当磨机起动前,中控系统发出静压系统起动信号I20=1,根据转换开关的状态,相应的高压泵工作,若在设定的时间内压力达不到正常值,或此泵出现故障,备用泵立即投入运行,两泵互为备用工作方式,当压力达到正常值时,磨机筒体即被顶起,处于“悬浮”状态,大大减小了起动矩,此时并向系统发出允许主电机合闸信号,使磨机起动。当磨机故障或正常停机时,静压系统立即投入运转,使磨机在“悬浮”状态下平稳停机。 磨机静压控制系统硬件配置及软件控制流程与图1、2类同,在此不赘述。
4 结论
利用PLC将磨机的各个润滑系统、液体上阻器等检测点的温度、压力等信号分别送入PLC的A/D模块和DI模块,使整个系统减少了大量的内外部连线,省掉了许多常规元件,系统可靠性大大tigao,且操作简单,通过模拟盘可随时查找任何点的故障。这种系统已在苏州扬子水泥公司3台ф3.4m×7.5m+1.8m烘干磨,4台ф3.5m×11m水泥磨,苏州天平集团2台ф3m×11m水泥磨中投入使用,在几年的运行中均没出现问题,大大地tigao了系统的自动化水平和设备的安全性。
目前在造纸行业中,国内外大小造纸生产厂家广泛采用的仍然是传统的油加热和蒸汽加热造纸烘缸。在多年的生产过程中,传统造纸烘缸设备暴露出诸多的不足,能源利用率低、设备投资大、污染环境、生产事故频发等。随着近些年国际上能源紧缺现象的加剧以及人们环保意识的增强,各个工业部门都在不断改造老旧的设备,开发节能高效的新型设备。作为造纸生产线中的耗能大户,造纸加热烘缸的改造,需要从根本上改变由热油和过热蒸汽作为加热介质的加热方式,寻找一种简单方便又无污染的代替方案。 “感应加热”方案是一种合适的加热方式, 具有热效率高、加热均匀、安全等特点,在钢铁冶炼、汽车制造等行业已有成功应用。本文的创新点主要是将“感应加热”应用到造纸烘缸设备的开发中。基于此方案,设计和实现了一个直径1200mm、宽400mm的小型试验纸机中频感应烘缸,并利用SIEMENSS7-200系列PLC产品,开发了一套成本低、控制jingque、操作方便的控制系统。经过试运行,电磁感应烘缸完全可以满足原有生产工艺的要求,运行稳定,节能效果明显。可以作为传统烘缸的替代产品,有广阔的市场前景。 本文从感应加热电源的原理、烘缸的设计及造纸工艺、PLC控制系统的选型及控制算法等几个方面来对整个系统进行阐述,其内容主要包括以下几个方面: (1)对传统烘缸的优缺点进行了分析,介绍了感应加热的理论基础及感应电源的发展状况、应用成果。 (2)分析和比较了常用的并联型和串联型感应电源及特点,介绍了常用的几种调功方式原理,选择了串联型PWM&PFM方式应用于烘缸,找出了功率与相位角ψ及角频率ω之间的关系;简要说明了所采用的控制电路。 (3)比较了感应线圈与烘缸体的两种组合方式,介绍了由烘箱烘缸组成的造纸干燥流程、潮湿空气的排气循环系统等;并结合实际,选择了各个关键变量的检测方法及仪表,对PLC系统模块做了选型。 (4)采用PID算法编制了PLC控制系统程序。介绍了滤波算法、数字PID算法原理及各种改进算法,并将“带死区的滑动均值滤波算法”、“微分先行PID算法”、“带死区的PID算法”、“不完全微分的PID算法”等应用到程序实现中,tigao了控制效果
具有热效率高、加热均匀、安全等特点,在钢铁冶炼、汽车制造等行业已有成功应用。本文的创新点主要是将“感应加热”应用到造纸烘缸设备的开发中。基于此方案,设计和实现了一个直径1200mm、宽400mm的小型试验纸机中频感应烘缸,并利用SIEMENSS7-200系列PLC产品,开发了一套成本低、控制jingque、操作方便的控制系统。经过试运行,电磁感应烘缸完全可以满足原有生产工艺的要求,运行稳定,节能效果明显。可以作为传统烘缸的替代产品,有广阔的市场前景。 本文从感应加热电源的原理、烘缸的设计及造纸工艺、PLC控制系统的选型及控制算法等几个方面来对整个系统进行阐述,其内容主要包括以下几个方面: (1)对传统烘缸的优缺点进行了分析,介绍了感应加热的理论基础及感应电源的发展状况、应用成果。 (2)分析和比较了常用的并联型和串联型感应电源及特点,介绍了常用的几种调功方式原理,选择了串联型PWM&PFM方式应用于烘缸,找出了功率与相位角ψ及角频率ω之间的关系;简要说明了所采用的控制电路。 (3)比较了感应线圈与烘缸体的两种组合方式,介绍了由烘箱烘缸组成的造纸干燥流程、潮湿空气的排气循环系统等;并结合实际,选择了各个关键变量的检测方法及仪表,对PLC系统模块做了选型。 (4)采用PID算法编制了PLC控制系统程序。介绍了滤波算法、数字PID算法原理及各种改进算法,并将“带死区的滑动均值滤波算法”、“微分先行PID算法”、“带死区的PID算法”、“不完全微分的PID算法”等应用到程序实现中,tigao了控制效果
随着电力电子技术以及工业自动控制技术的发展,使得交流变频调速系统在工业电机拖动领域得到了广泛应用。另外,由于PLC的功能强大、容易使用、高可靠性,常常被用来作为现场数据的采集和设备的控制。本设计就是利用变频器和PLC实现水池水位的控制。
变频器技术是一门综合性的技术,它建立在控制技术、电子电力技术、微电子技术和计算机技术的基础上。它与传统的交流拖动系统相比,利用变频器对交流电动机进行调速控制,有许多优点,如节电、容易实现对现有电动机的调速控制、可以实现大范围内的高效连续调速控制、实现速度的jingque控制。容易实现电动机的正反转切换,可以进行高额度的起停运转,可以进行电气制动,可以对电动机进行高速驱动。完善的保护功能:变频器保护功能很强,在运行过程中能随时检测到各种故障,并显示故障类别(如电网瞬时电压降低,电网缺相,直流过电压,功率模块过热,电机短路等),并立即封锁输出电压。这种“自我保护”的功能,不仅保护了变频器,还保护了电机不易损坏。
PLC特点:,可靠性高、抗干扰能力强,平均故障时间为几十万小时。而且PLC采用了许多硬件和软件抗干扰措施。第二,编程简单、使用方便目前大多数PLC采用继电器控制形式的梯形图编程方式,很容易被操作人员接受。一些PLC还根据具体问题设计了如步进梯形指令等,进一步简化了编程。第三,设计安装容易,维护工作量少。第四,适用于恶劣的工业环境,采用封装的方式,适合于各种震动、腐蚀、有毒气体等的应用场合。第五,与外部设备连接方便,采用统一接线方式的可拆装的活动端子排,提供不同的端子功能适合于多种电气规格。第六,功能完善、通用性强、体积小、能耗低、性能价格比高。
在应用PLC系统设计时,应遵循以下的基本原则,才能保证系统工作的稳定。
(1)大限度地满足被控对象的控制要求;
(2)系统结构力求简单;
(3)系统工作要稳定、可靠;
(4)控制系统能方便的进行功能扩展、升级;
(5)人机界面友好。
本系统中,为了实现能源的充分利用和生产的需要,需要对电机进行转速调节,考虑到电机的启动、运行、调速和制动的特性,采用ABB公司的ABB ACS800变频器,系统中由S7-200系列PLC完成数据的采集和对变频器、电机等设备的控制任务。基于S7-200 PLC的编程软件,采用模块化的程序设计方法,大量采用代码重用,减少软件的开发和维护。系统利用对PLC软件的设计,实现变频器的参数设置、故障诊断和电机的启动和停止。
1 本设计的控制要求:
1)系统要求用户能够的直观了解现场设备的工作状态及水位的变化;
2)要求用户能够远程控制变频器的启动和停止;
3)用户可自行设置水位的高低,以控制变频器的起停;
4)变频器及其他设备的故障信息能够及时反映在远程PLC上;
5)具有水位过高、过低报警和提示用户功能;
2 本设计控制结构:
由于现场有一台电机作为被控对象,可以使用单台PLC进行单个对象的控制,只要适当的选用高性能的PLC,完全能够胜任此功能。系统控制结构如图1所示。

PLC采集传感器、监控电机及变频器等有关的各类对象的信息。本系统中,对电机采用一台变频器来进行频率的调节控制。采用PLC输出的模拟量信号作为变频器的控制端输入信号,从而控制电机转速大小,并且向PLC反馈自身的工作状态信号,当发生故障时,能够向PLC发出报警信号。由于变频调速是通过改变电动机定子供电频率以改变同步转速来实现的,故在调速过程中从高速到低速都可以保持有限的转差功率,因此具有高效率、宽范围、高精度的调速性能。
3 设备的选型
(1)PLC及其扩展模块的选型:
目前,存在着种类繁多的大、中、小型PLC,小到作为少量的继电器装置的替代品,大到作为分布式系统中的上位机,几乎可以满足各种工业控制的需要。另外,新的PLC产品还在不断的涌现,那么,如何选择一个合适PLC?
本系统有一台电机、一个液位传感器、一个变频器、五个继电器,共有十八个I/O点,它们构成被控对象。综合分析各类PLC的特点,终选西门子公司的S7系列PLC。
由于CPU226集成24输入/16输出共40个数字量I/O 点,完全能满足控制要求。此PLC可连接7个扩展模块,大扩展至248路数字量I/O 点或35路模拟量I/O 点。26K字节程序和数据存储空间。6个独立的30kHz高速计数器,2路独立的20kHz高速脉冲输出,具有PID控制器。2个RS485通讯/编程口,具有PPI通讯协议、MPI通讯协议和自由方式通讯能力。I/O端子排可很容易地整体拆卸。用于较高要求的控制系统,具有更多的输入/输出点,更强的模块扩展能力,更快的运行速度和功能更强的内部集成特殊功能。
根据上述分析,参照西门子S7-200产品目录,选用主机为CPU226 PLC一台、另加上一台模拟量扩展模块EM235。
(2)变频器模块的选型:
目前,市场上存在各种各样的变频器,本设计采用ABB公司的ABB ACS800变频器。ACS800系列传动产品大的优点就是在全功率范围内统一使用了相同的控制技术,例如启动向导,自定义编程,DTC控制,通用备件,通用的接口技术,以及用于选型、调试和维护的通用软件工具。内含启动引导程序,令您调试易如反掌;自定义编程:内置可编程模块,犹如PLC令您发挥自如;体积小巧:内置滤波器,斩波器及电抗器、性能卓越。
4 系统的控制流程:
(1)程序设计前准备工作:了解系统概况,形成整体概念,熟悉被控对象、编制出高质量的程序,充分利用手头的硬件和软件工具。
(2)程序框图设计:这步的主要工作是根据软件设计规格书的总体要求和控制系统具体要求,确定应用程序的基本结构、按程序设计标准绘制出程序结构框图,然后在根据工艺要求,绘制出各功能单元的详细功能框图。
(3)编写程序:编写程序就是根据设计出的框图逐条地编写控制程序,这是整个程序设计工作的核心部分。
(4)程序测试和调试:程序测试和调试不同,软件测试的目的是尽可能多地发现软件中的错误,软件调试的任务是进一步诊断和改正软件中的错误。
(5)编写程序说明书:程序说明书是对程序的综合说明,是整个程序设计工作的总结。
下面是系统设计流程图:
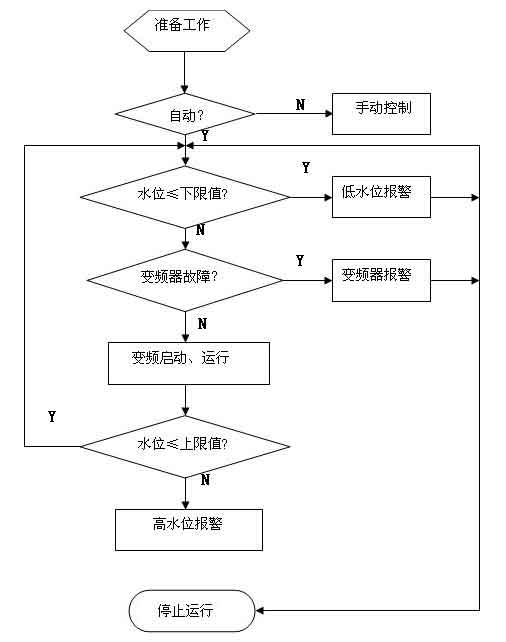
图2 PLC水位控制流程图
5 程序结构:
本程序分为三部分:主程序、各个子程序、和中断程序(见第四章)。逻辑运算及报警处理等放在主程序中。系统初始化的一些工作及液位显示放在子程序中完成,用以节省时间。利用定时中断功能实现PID控制的定时采样及输出控制。在本系统中,只用比例积分控制,确定增益和时间常数为:增益Kc=0.25;采样时间Ts=0.1S;积分时间Ti=30S;微分时间Td=0S。
6 PLC编程软件。
本设计使用的是软件是STEP7-Micro/WIN,该软件主要协助用户开发应用程序,除了具有创建程序的相关功能,还有一些文档管理等工具性功能,还可直接通过软件设置PLC的工作方式、参数和运行监控等。
该软件可以工作于联机和离线两种工作方式,所谓联机是指直接与PLC连接,允许两者之间进行通信,如上装或下载用户程序和组态数据等。离线则是指不直接与PLC联系,所有程序及参数暂时存入磁盘,联机后再下载至PLC。
