西门子模块6ES7222-1BF22-0XA8详细使用
产品参数
SIMATIC IPC3000 SMART是一款坚固可靠的机架式工控机,采用19英寸标准4U机架式设计,配置Intel Pentium Dual Core
G2010处理器,可在环境温度高达 40ºC 的工业条件下保证CPU 24小时全速运行。配置两个串口COM1和COM2,其中COM2
可支持RS232/RS485/RS422三种方式(通过BIOS菜单选择),两个视频输出接口DVI-D和VGA可同时输出。SIMATIC IPC3000
SMART具有很高的性价比,可广泛应用于冶金、电子、通用机械、电力、矿山和交通等领域。
轻松拥有
性价比的机架式工控机产品,减轻客户成本压力。
本地制造 服务中国
本地化制造的西门子原装工控机,让更多中国客户受益。
固定配置 选型便捷
固定配置,能够满足客户对机架式工控机的需求。
整体配置 优化方案
与西门子其他自动化产品共同为客户提供更优化的系统解决方案。
纯正血统 品质传承
采用西门子严格的工控机质量控制体系,确保质量可靠。
常规库存 超短货期
本地化生产与库存使货期更短,缩短客户产品上市周期。
更快响应 服务到位
本地化整机服务提高了售后服务的响应速度和质量。
预先测试 更好兼容
对西门子自动化软件进行了预测试,确保运行安全
SIMATIC IPC3000 SMART是一款坚固可靠的机架式工控机,采用19英寸标准4U机架式设计,配置Intel Pentium Dual CoreG2010处理器,可在环境温度高达 40ºC 的工业条件下保证CPU 24小时全速运行。配置两个串口COM1和COM2,其中COM2可支持RS232/RS485/RS422三种方式(通过BIOS菜单选择),两个视频输出接口DVI-D和VGA可同时输出。SIMATIC IPC3000SMART具有很高的性价比,可广泛应用于冶金、电子、通用机械、电力、矿山和交通等领域。
一、产品简介
自198工控机诞生以来,西门子已经积累了二十多年的工控机研发生产经验,成为的工控机供应商。同时,西门子始终坚持不断创新,为客户提供坚固可靠的IPC产品。西门子非常关注中国工控机用户,为了更好的满足中国用户需求,继宜控系列工控机在中国成功推出后,西门子推出全新一代国产化工控机产品SIMATIC IPC3000 SMART。作为西门子SMART产品家族重要一员,该产品兼具西门子工控机优良品质与SMART产品的高性价比,能够帮助客户提升品牌价值的同时进一步优化成本,由于该产品的生产与售后皆实现了本土化,用户可以享受到更短的货期和更便捷的售后服务。
二、产品参数
SIMATIC IPC3000 SMART是一款坚固可靠的机架式工控机,采用19英寸标准4U机架式设计,配置Intel Pentium Dual Core
G2010处理器,可在环境温度高达 40ºC 的工业条件下保证CPU 24小时全速运行。配置两个串口COM1和COM2,其中COM2
可支持RS232/RS485/RS422三种方式(通过BIOS菜单选择),两个视频输出接口DVI-D和VGA可同时输出。SIMATIC IPC3000
SMART具有很高的性价比,可广泛应用于冶金、电子、通用机械、电力、矿山和交通等领域。
轻松拥有
造 服务中国
本地化制造的西门子原装工控机,让更多中国客户受益。
固定配置 选型便捷
固定配置,能够满足客户对机架式工控机的需求。
整体配置 优化方案
与西门子其他自动化产品共同为客户提供更优化的系统解决方案。
纯正血统 品质传承
采用西门子严格的工控机质量控制体系,确保质量可靠。
常规库存 超短货期
本地化生产与库存使货期更短,缩短客户产品上市周期。
更快响应 服务到位
本地化整机服务提高了售后服务的响应速度和质量。
预先测试 更好兼容
对西门子自动化软件进行了预测试,确保运行安全
SIMATIC IPC3000 SMART是一款坚固可靠的机架式工控机,采用19英寸标准4U机架式设计,配置Intel Pentium Dual CoreG2010处理器,可在环境温度高达 40ºC 的工业条件下保证CPU 24小时全速运行。配置两个串口COM1和COM2,其中COM2可支持RS232/RS485/RS422三种方式(通过BIOS菜单选择),两个视频输出接口DVI-D和VGA可同时输出。SIMATIC IPC3000SMART具有很高的性价比,可广泛应用于冶金、电子、通用机械、电力、矿山和交通等领域
西门子电源模块6EP1334-2BA20
1. 人机界面
人机交换界面负责NC数据的输入和显示,它由MMC和OP组成 MMC(Man MachineCommunication)包括:OP(Operation panel)单元,MMC,MCP(Machine ControlPanel)三部分。MMC实际上就是一台计算机,有自己独立的CPU,还可以带硬盘,带软驱;OP单元正是这台计算机的显示器,而西门子MMC的控制软件也在这台计算机中。
(1)MMC(Man Machine communication)
常用的MMC有两种:MMCC100.2和MMC103,其中MMC100.2的CPU为486,不能带硬盘;而MMC103的CPU为奔腾,可以带硬盘,一般的,用户为SINUMERIK810D配MMC100.2,而为SINUMERIK840D配MMC103.PCU(PCUNIT)是专门为配合西门子新的操作面板OP10、OP10S、OP10C、OP12、OP15等而开发的MMC模块,目前有三种PCU模块——PCU20、PCU50、PCU70,PCU20对应于MMC100.2,不带硬盘,但可以带软驱;PCU50、PCU70对应于MMC103,可以带硬盘,与MMC不同的是:PCU50的软件是基于WINDOWSNT的。PCU的软件被称作HMI。
HMI有分为两种:嵌入式HMI和HMI。一般标准供货时,PCU20装载的是嵌入式HMI,而PCU50和PCU70则装载HMI。
(2)OP(Operation pannel)
OP单元一般包括一个10.4〞TFT显示屏和一个NC键盘。根据用户不同的要求,西门子为用户选配不同的OP单元,如:OP030,OP031,OP032,OP032S等,其中OP031为常用。
(3)、MCP(Machine control pannel)
MCP是专门为数控机床而配置的,它也是OPI上的一个节点,根据应用场合不同,其布局也不同,目前,有车床版MCP和铣床版MCP两种。对810D和840D,MCP的MPI地址分别为14和6,用MCP后面的S3开关设定。
对于SINUMERIK840D应用了MPI(Multiple PointInterface)总线技术,传输速率为187.5k/秒,OP单元为这个总线构成的网络中的一个节点。为提高人机交互的效率,又有OPI(OperatorPanelInterface)总线,它的传输速率为1.5M/秒
一、定时器与触点比较指令
1、定时器plc内部具有大量的软定时器,在程序中用作时间控制
每一个定时器除了有一个供其他元件软触点驱动的软线圈外,还有一个设定值寄存器、一个当前值寄存器和无限个软触点。
FX 系列PLC定时器进行计数定时的时基信号,是机内提供的lms、10ms、lOOms等时钟脉冲,由于设定值寄存器和当前值寄存器均为16位二进制(字)存储器,FX 系列PLC规定这些寄存器中为16位二进制非负数,其对应的十进制数为0~32767,因此单个定时器的大计时值为3276.7s。Fx1 系列PLC定时器的软触点都是“通电” 延时动作的。FX2N系列PLC普通定时器的基本特性有:
(1)定时器在其软线圈被驱动而“得电” 时才启动定时,在软线圈保持“得电”状态下定时器的当前值为相应时基脉冲个数的当前累计值,定时工作过程就是其当前值与设定值的不断地进行比较过程。一旦当前值达到设定值,定时器自身的状态发生变化,定时器的软触点便开始动作(常开触点接通,常闭触点断开),而定时器此时的当前值将保持不变。
(2)在定时器已启动定时而其当前值尚未达到设定值时,若其软线圈“失电”, 普通定时器的当前值将复位清0(软触点仍为原始状态)。
(3)在定时器当前值达到设定值而其软触点已动作后,若软线圈“失电”, 普通定时器的当前值将清0(软触点恢复为原始状态)。
定时器的这些基本特性是编制PLC时间控制程序的依据,这也使得时序控制程序中多个不同的定时时间一般需要用多个定时器来实现。
2、触点比较指令
三菱FX2N系列PLC的触点比较指令,其本身在梯形图程序中相当于提供了一个比较触点,其功能是将源数据[S1·】与IS2·】(两者均可为K、H、T、C、D、V、Z、KnX、KnY、KnM、KnS)进行两个有符号二进制数的数值关系比较,并将比较结果(成立或不成立)表示为比较触点的相应状态(成立时触点接通为“ON”状态,不成立时触点断开为“OFF”状态)。用于两数比较的关系运算包括等于(=)、大于(>)、小于(<)、不等于(<>)、小于等于(≤)和大于等于(≥)共6种。触点比较指令依比较触点在梯形图中的位嚣分为LD类、AND类和OR类。三菱FX2N系列PLC共有18条触点比较指令。
显然,如果我们应用触点比较指令,将一个基准定时器的当前值分别与多个定时设定值进行比较,利用这些指令所提供的多个比较触点,可以获得多个定时器的控制效果。
二、编程方法、使用步骤及使用要点
应用触点比较指令来编制PLC时序控制程序时,同一个时序控制过程仅需要一个基准定时器。因此,使用该方法编程,首先需设置一个符合时序控制要求的基准定时器,采用多个触点比较指令,把基准定时器的当前值与期望的多个定时设定值相比较,再利用比较触点的逻辑组合,形成若干个时间段,将PLC的各实际输出与有关时间段相对应,即可达到时序控制的目的。
这种编程方法的主要使用步骤及要点如下:
(1)画时序图:在分析控制要求的基础上,明确PLC各输出和各输入信号的时序关系,画出相应的时序图。
(2)设置基准定时器:根据时序图,设置一个符合整个时序控制的基准定时器。基准定时器作为整个时序控制的时间标准,其他的任意时刻均应以此为计时标准,而每个所需的定时时间也必须转换为相应的期望定时设定值,因此基准定时器的定时设定值应大于或等于整个时序过程所用的时间(或循环周期)。
基准定时器可以直接采用普通定时器,也可以由定时器加上计数器构成。
(3)时间段的逻辑表示:根据PLC每个输出端信号状态的变化,将其时序图划分成若干个相应的时间段。PLC输出信号为“ON”的时间段,简称为作用时间段。以基准定时器为参照时间,确定每个作用时间段的起点、终点及其用触点比较指令表示的方法。每对起点和终点的比较触点的相关逻辑运算(如与逻辑运算),形成该作用时间段。
(4)综合:结合PLC各输出信号的时序图,依次列出PLC每个输出信号的全部作用时间段的逻辑组合(或逻辑表达式),编制完整的梯形图程序。
值得注意的是, 由于程序中使用的各个触点比较指令只在PLC的每个扫描周期内得到执行,因此这种程序不能用于定时精度要求很高的时序控制场合。
采用触点比较指令编制的PLC时序控制程序,具有直观简便、思路清晰、编程效率高、易读、易调试、易修改、易维护等显着特点,尤其是所需的基准定时器不但可以是普通定时器,而且也可以是定时器加上计数器构成,因此通过对其计时或计数的当前值与期望的若干个定时设定值比较,还可以用PLC实现更长时间范围内的时序控制。
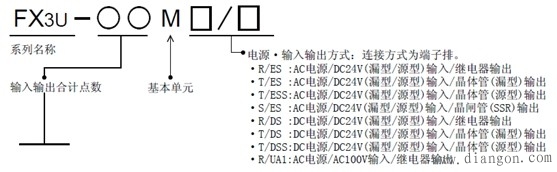
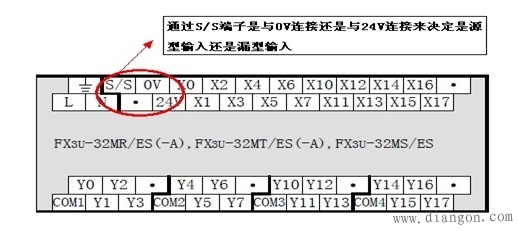
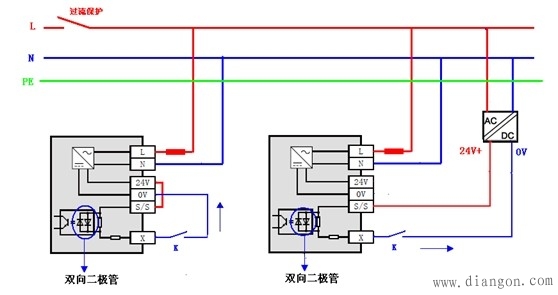
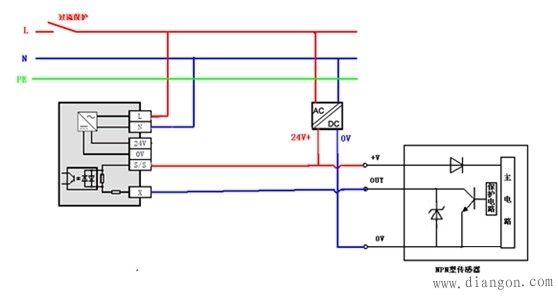
| 使用每一款plc,我们都需要掌握其接线方式,知道PLC所接电源是多少,知道怎么把信号接入到PLC里面,怎么用PLC的输出信号来控制负载,模拟量信号的输入和输出怎么接,等等我们都需要掌握,在了解接线方式前,我们需要先了解这个PLC的型号,清楚了型号后我们才能够更好的来接线。如图所示为三菱FX3UPLC的型号说明。
|