6ES7322-1CF00-0AA0型号规格
信号模块是控制器进行过程操作的接口。许多不同的数字量和模拟量模块根据每一项任务的要求,准确提供输入/输出。数字量和模拟量模块在通道数量、电压和电流范围、电绝缘、诊断和警报功能等方面都存在着差别。S7-400 信号模块不仅是能够在*机架扩展,而且可以通过 PROFIBUS DP 连接到 S7-400 *控制器。支持热插拔,这使更换模块变得极其简单。
多种S7-400 系列 功能模板可以进行模块定制来满足zui多变的任务。
除了带有集成功能和接口的 CPU,还有丰富的采用 S7-400 设计的特殊模块供技术使用。
通讯处理器用于将 S7-400 连接到不同的总线系统/通讯网络,也用于点对点的连接。
作为总线系统的替代品,借助通讯处理器 (CP) 实现的点对点连接功能非常强大且成本较低。当仅要将几个 (RS 485) 设备连接到 SIMATIC S7 时,与总线系统相比,点对点链路的优势是极为明显的。
通讯处理器也能够轻松地将第三方系统连接至 SIMATIC S7-400 系统中。由于 CP 具有很高的灵活性,因此可以执行不同的物理传输介质、传输速度,甚至是自定义的传输协议。对每一个 CP 都有一个组态包。组态包中带有电子手册、参数化屏幕表单和用于 CPU 和 CP 之间通讯的标准功能块。组态数据存储在系统块中并在 CPU 中备份。因此,在更换模块后,新模块马上就可以使用。
借助 S7-400 点对点链路模块,针对不同的物理传输介质,只需要插入相关的接口子模块,而无需外部转换器
使用 SIMOTION D4x5 的自动化解决方案示例
除了高动态横动响应和生产率的zui大化外,SIMOTION应用SIMOTION SimoTrans还提供了更多过程定向的功能。
运动系统与更别主值的耦合
按标准化运动原理(第五顺序多项式)的横动,产生适合的拉力和冲击条件。
传动应用SIMOTION SimoTrans可单独使用;或与压力控制SIMOTION SimoPress一起应用于能有效地共同应用它们整个冲压线上。
总数据管理
主值编码器实时改变,以适应机械状态。
模块化、可参数化的程序结构支持压力变化
使用表格使序列参数化
操作模式:服务模式,设置,单进程和自动
通过初始设备制造商实现用户化的开放性
运算可能进程的数量的zui大值
可通过冗余主站值耦合监控编码器功能
通过冗余主值耦合来监控编码器功能。
可以选择执行附加功能,如主值滤波器、碰撞监控
机械式通用压力机
机械式通用压力机的原理
机器要求
通用机械压力机由于适合切割和成型,所以具有高度灵活性。与单一的改进型连续工具组合,可以制造中小型零件。在这些机器上,主压力机驱动器的驱动设计是相同的。通过机械传输设备(偏心凸轮)使用电气驱动器和飞轮驱动配备工具的压力机撞锤。通过离合器-制动器组合启动撞锤运动。
可以从自动化压力机(冲压机和成型机)上的卷材手动或连续进给材料。对于使用级进模具的自动化压力机,将通过轧辊或夹持装置将工件移动到压力机。压力机控制执行各种任务,如操作员控制和监控一般机器控制、操作模式和主驱动控制、工具管理、凸轮控制器、过程控制和定位。
自动成型冲压机对采样时间要求准确(凸轮控制器、过程控制等功能)。zui大行程次数为100、每分钟 200 次行程的通用压机是自动化程度zui低的简单压机。每分钟 200 到 500 次行程甚至是每分钟 2000 次行程的冲压机则需要复杂的解决方案,对时间要求严格,自动化程度高。
自动化任务要求几乎所有排序(逻辑)功能、运动功能和技术功能的*集成。使用SIMOTION,这就使得通过一个系统方案来解决不同任务变成可能。
可使用熟悉的LAD或FBD语言,进行序列编程。
在结构文本(近似于一种语言)内允许的地方可进行特定技术的程序编程,且可使用图象工具Motion Control Chart (MCC) 进行运动任务的编程。
典型应用为:
操作模式控制
带进程数量预设和斜坡上升的主驱动控制
主驱动的定位,用于进程深度调节或工具更改
通过动态减速度的角度运算,进行的凸轮控制,用于OT停止
过程监控功能,如工具位置固定和压力监控
所有这些功能可使用同一工程系统进行编程,并zui终与特定机器的硬件平台一起应用。
结果:
减少了接口数量;
优化了工程和调试成本;
更为容易实现标准化。
自动化解决方案
在提出的通用机械压力机自动化概念中,SIMOTION SimoPress 集成了经过测试的应用解决方案。使用该技术软件,我们为主驱动控制、凸轮控制器、工具定位安全和冲压力度监控提供了现成的冲压功能。SIMOTION D4x5和SINAMICS S120变频调速柜已作为硬件平台选用。
在 SIMOTION D4x5 上可以对机器控制和 SIMOTION SimoPress 技术功能进行编程,它们通过分布式 SIMATIC ET 200 I/O 控制和监控机器。凸轮信号为输出或传感器信号,针对通过驱动器相关的高速 I/O 模块 TM15 或 TM17 高性能型的过程控制采集。
电机是通过SINAMICS S120电机模块控制的。SIMOTION SimoPress技术软件覆盖了一个通用机械压力机所有的主要属性。该软件和SIMOTION SimoRoll与SIMOTION SimoTrans方案一起,提供了一个完整的冲压包。
西门子电源模块6SL3130-6AE15-0AB1
设置IO设备名
系统上电,在HW Config界面中,点击图标

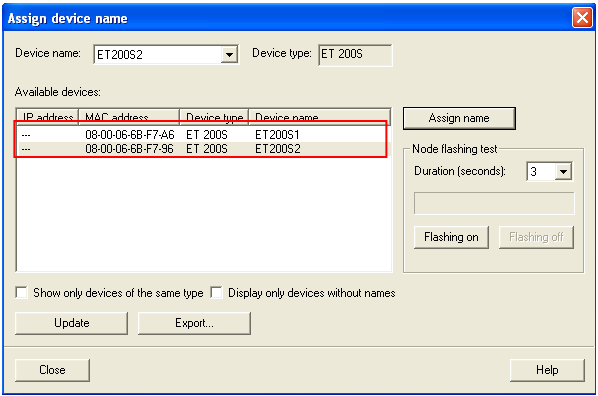
。然后选择菜单PLC中,点击Assign Device Name...。弹出设置ET200S等IO Device的命名界面。
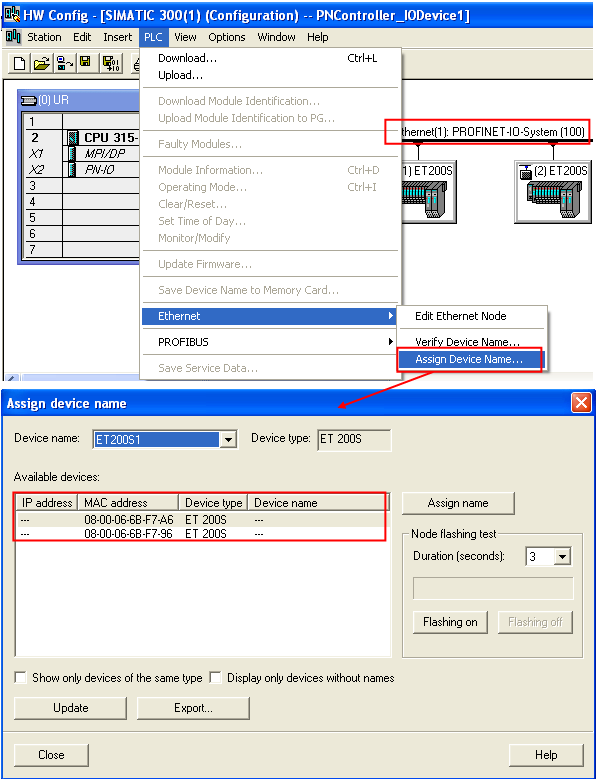
从图中看到两个ET200S站的一些信息。IP地址,由于没有下载PLC的硬件组态,故没有IP地址。MAC地址,是ET200S的PN接口模块在出厂时固化的硬件地址,不能修改。设备类型,此时指示在Ethernet(1)上的PN IO的类型均为ET200S。设备名,目前在ET200S的MMC卡中没有存储任何信息。通过下拉菜单

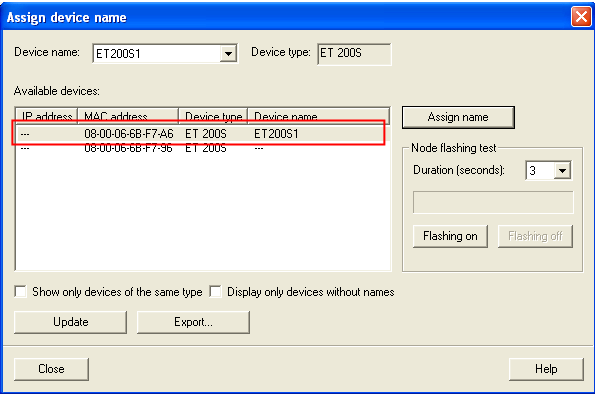
指示硬件组态的ET200S的设备名称为ET200S1,根据不同的MAC地址,通过鼠标选择不同ET200S设备。选择MAC地址为08-00-06-6B-F7-A6的ET200S,通过

按钮,给其命名ET200S1。
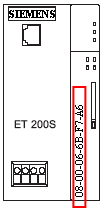
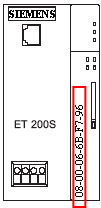
ET200S1的MAC地址在IM151-3的接口模块上,打开接口模块的前盖,可以看见相应的MAC地址。
使用同样的方式给ET200S2命名。
ET200S2的MAC地址在IM151-3的接口模块上,打开接口模块的前盖,可以看见相应的MAC地址。
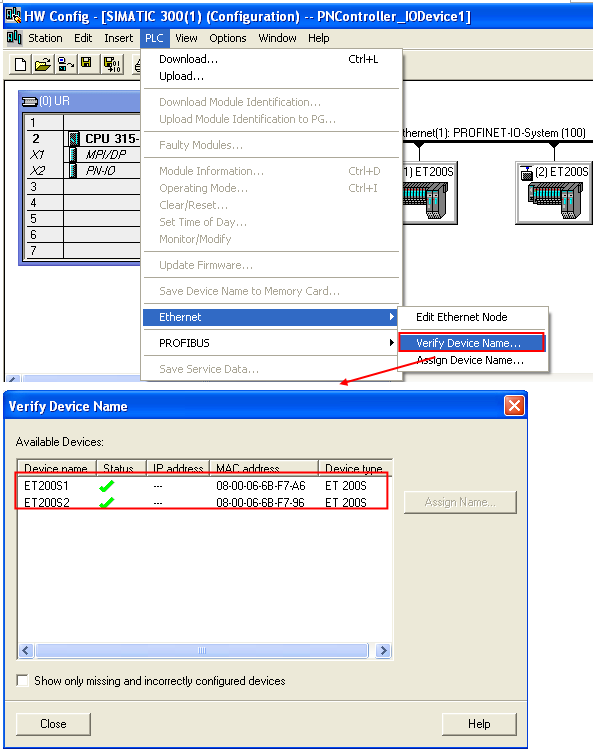
点击

图标。然后选择菜单PLC中,点击VerifyDevice Name...。来查看组态的设备名是否正确。绿色的√,表示正确。
设置完毕后点击工具栏中的

按钮,保存和编译刚刚的组态。
4.9 下载硬件组态
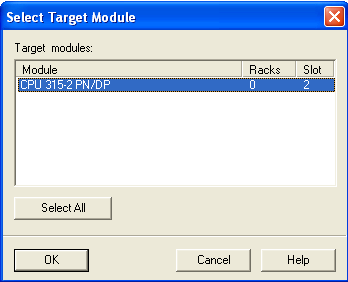
在HW Config界面中,选择

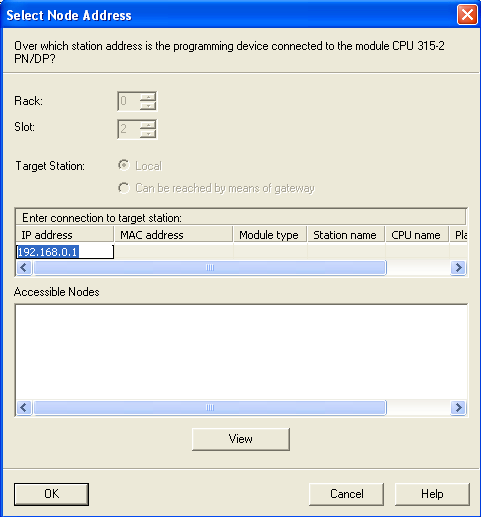
图标。弹出选择目标模块界面,默认状态为CPU315-2PN/DP,点击OK。
弹出选择节点地址对话框。IP地址192.168.0.1为已经设定的CPU的IP地址。
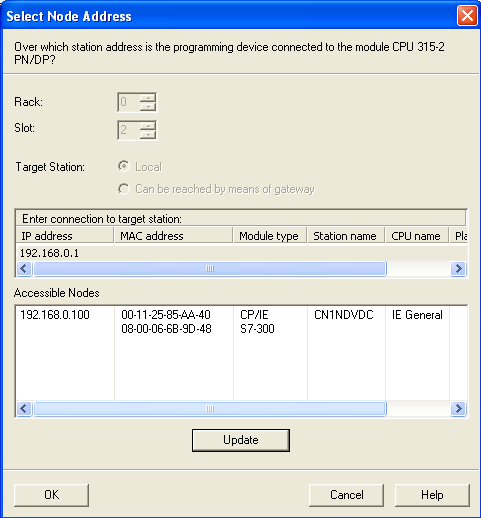
点击

按钮,寻找网络上的IO设备。IP地址为192.168.0.100是PC/PG(IO Supervisor)的以太网地址。MAC地址为08-00-06-6B-9D-48为CPU315-PN/DP的MAC地址。
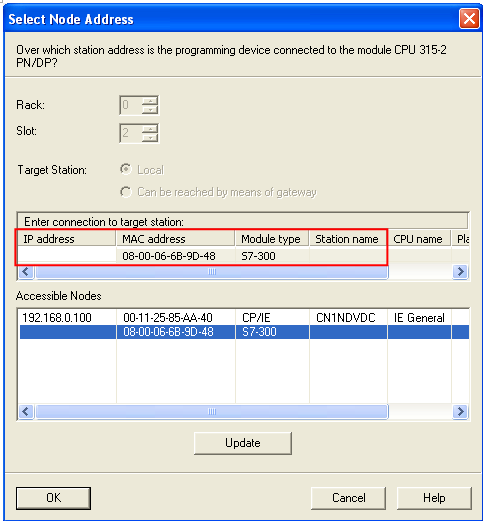
用鼠标点击S7-300。那么在选择的连接目标站出现选择的S7-300。
点击OK下载。会弹出一个对话框,询问是否给IO控制器的IP地址设置为192.168.0.1。点击yes。
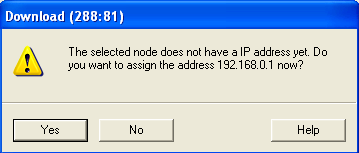
这时系统会给IO控制器赋IP地址。并下载组态信息到PLC中。
让PLC运行即可。
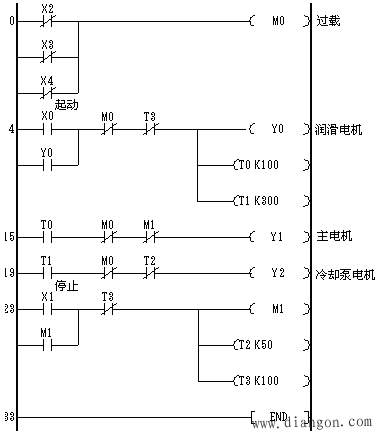
1. 控制要求 3. 程序设计
图 电动机顺序起动、逆序停止程序 |