

西门子CNU卡6FC5373-0AA00-0AA2
X1,XA1,Y,Z,W1,WA1,S轴的驱动参数配置;X1,XA1,Y,Z,W1,WA1,S轴的驱动优化;X1,XA1,Y,Z,W1,WA1轴的螺距补偿。通过PROFIBUS总线对机床上各个用户操作站进行硬件组态联机及设定。设顶用户报警信息及操作信息的编制和显示、附件头装卸的程序编制、840D控制系统标准功能的实现。PLC控制程序的设计及联机调试除了设计该机床正常工作所需各种功能的PLC程序外,针对于该数控龙门加工中心特殊功能,也作了以下PLC程序设计及调试。利用两台增量编码器,X轴龙门轴同步功能的PLC程序设计及调试。利用两根LB382C直线光栅尺,W轴龙门轴同步功能的PLC程序设计及调试。
从左到右分别为:插入向下直线,插入向上直线,插入左行,插入右行,插入接点,插入线圈,插入指令盒。图11LAD指令工具条3.浏览条(NavigationBar)浏览条为编程提供按钮控制,可以实现窗口的快速切换,即对编程工具执行直接按钮存取,包括程序块(ProgramBlock)、符号表(SymbolTable)、状态图表(StatusChart)、数据块(DataBlock)、系统块(SystemBlock)、交叉引用(CrossReference)、和通信(Communication)。单击上述任意按钮,则主窗口切换成此按钮对应的窗口。22用菜单命令“检视”→“帧”→“浏览条”,浏览条可在打开(可见)和关闭(隐藏)之间切。

在可编程逻辑控制器系统设计时,首先应确定控制方案,下一步工作就是可编程逻辑控制器工程设计选型。工艺流程的特点和应用要求是设计选型的主要依据。可编程逻辑控制器及有关设备应是集成的、标准的,按照易于与工业控制系统形成一个整体,易于扩充其功能的原则选型所选用可编程逻辑控制器应是在相关工业领域有投运业绩、成熟可靠的系统,可编程逻辑控制器的系统硬件、软件配置及功能应与装置规模和控制要求相适应。熟悉可编程序控制器、功能表图及有关的编程语言有利于缩短编程时间,因此,工程设计选型和估算时,应详细分析工艺过程的特点、控制要求,明确控制任务和范围确定所需的操作和动作,然后根据控制要求,估算输入输出点数、所需存储器容量、确定可编程逻辑控制器的功能、外部设备特性等,后选择有较高性能价格比的可编程逻辑控制器和设计相应的控制系统。
驱动系统及电动机的配置选用了西门子611D数字伺服驱动系统及1FT6系列交流伺服电动机改造X1轴,XA1轴,Y轴,Z轴,W1轴,WA1轴,S轴,选用西门子611D数字模块进行控制。PLC部分选用西门子S7-300和S7-ET200B改造原S5-PLC。采用SIEMENS840D标准机床控制面板及用户操作面板实现机床的一些辅助动作和功能。机床标准功能设置首先通过根据原机床标准功能,自行设计电气原理图,并组织现场安装调试进行PLC、NC联机调试。通过选用HEIDENHAIN直线光栅尺(LB382C)更换原Y轴、Z轴、W1轴、WA1轴测量系统。用HEIDENHAIN的增量编码器(ROD485)更换原X轴位置编码。
离线方式:有编程软件的计算机与PLC断开连接。此时可进行编程、编译。联机方式和离线方式的主要区别是:联机方式可直接针对连接PLC进行操作,如上装、下载用户程序等。离线方式不直接与PLC联系,所有的程序和参数都暂时存放在磁盘上,等联机后再下载到PLC中。PLC有两种操作模式:STOP(停止)和RUN(运行)模式。在STOP(停止)模式中可以建立/编辑程序,在RUN(运行)模式中建立、编辑、监控程序操作和数据,进行动态调试。若使用STEP7-Micro/WIN32软件控制RUN/STOP(运行/停止)模式,在STEP7-Micro/WIN32和PLC之间必须建立通信。另外,PLC硬件模式开关必须设为TERM(终端)或RUN(运行。
22工具菜单的选项子菜单可以设置3种编辑器的风格,如字体、指令盒的大小等样式。(7)窗口窗口菜单可以设置窗口的排放形式,如层叠、水平、垂直。(8)帮助帮助菜单可以提供S7-200的指令系统及编程软件的所有信息,并提供在线帮助、网上查询、访问等功能。2.工具条(1)标准工具条,如图4所示。图4标准工具条各快捷按钮从左到右分别为:新建项目、打开现有项目、保存当前项目、打印、打印预览、剪切选项并复制至剪贴板、将选项复制至剪贴板、在光标位置粘贴剪贴板内容、撤消后一个条目、编译程序块或数据块(任意一个现用窗口)、全部编译(程序块、数据块和系统块)、将项目从PLC上载至STEP7-Micro/WIN从STEP7-Micro/WIN32下载至PLC、符号表名称列按照A-Z从小至大排序、符号表名称列按照Z-A从大至小排序、选项(配置程序编辑器窗口。
一、输入输出(I/O)点数的估算
I/O点数估算时应考虑适当的余量,通常根据统计的输入输出点数,再增加10%~20%的可扩展余量后,作为输入输出点数估算数据。实际订货时,还需根据制造厂商可编程逻辑控制器的产品特点,对输入输出点数进行圆整。

1.电动机的过载保护,作为电机保护的一项重要措施应用广泛,它的原理就是电动机过载运行时,电流增加,绕组过热,若时间过长就会损坏绝缘。过载保护的功能是,及时切断电源,限制电动机过热时间,以防绝缘损坏。它分为两种方式,一种是热效应元件动作控制触点的接通和断开,其典型代表是使用双金属片动作的普通热继电器。另外一种是使用过电流检测电路直接检测电流大小,*终驱动电磁继电器或固态继电器断开电源其典型代表是过电流继电器和各种类型的电动机保护器。它也具有短路保护功能。
2.所谓温度保护就是反应温度高低的保护。电动机的各种保护方式都以绝缘发热温度为依据即绝缘等级(Y、A、E、B、F、H、C等)例如前面说的两种过载保护虽然直接反应的物理量是电流,但实质上是热量限制。 三相鼠笼式异步电动机是当前工矿企业中应用*广泛的电动机,其电机绕组的接线方法分星形接法Y和三角形接法Δ,下面介绍错误接线带来的后果。
1.定子绕组星形运行的电动机,其每相绕组承受的电压即相电压是电动机额定电压(电源线电压)的1/✔3倍(0.58倍)。若错接成三角形运行,即相电压升高至厂家规定的1.73倍。例如,电源电压380伏,星形运行,相电压为220伏,接成三角形,则相电压升高至380伏。由于绕组的相电压升高,铁芯将高度饱和,铁芯磁通的励磁电流将急剧增加,再加上负载电流,定子绕组电流大大增加,将使绕组铜损急剧增大,*终导致定子绕组过热烧毁。
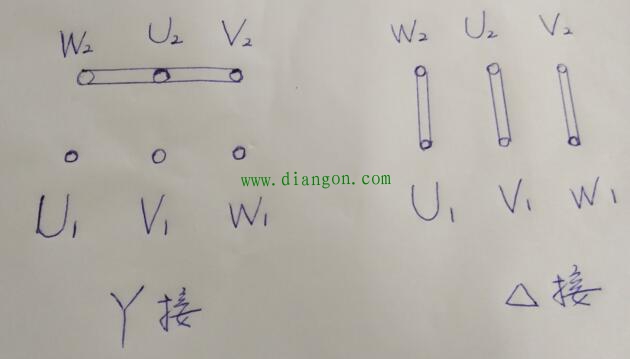
2.定子绕组三角形运行的电动机,其每相绕组承受的相电压即电动机的额定电压(电源伐电压),若错接成星形,每相绕组上电压下降至原电压的1/✔3,例如电源电压为380伏,则相电压下降至0.58*380=220伏,导致电动机的转矩将减小到额定转矩的(1/✔3)²=1/3,此时如果电动机仍带上额定负载运行为了克服负载的阻力矩,要求星形接法的转矩与三角形接法的转矩一样,这样势必造成电机定子电流增加,从而导致电机过载发热长时间运行同样会烧毁,功率因数和效率也会下降。
3.还有一种特殊情况,若电动机的负载较轻(小于额定负载的40%),则不需较大的负载电流来产生电磁转矩去克服阻力矩,此时定子绕组由三角形接法改为星形接法,由于绕组相电压大大降低,励磁电流明显减少,所以总的定子电流也减小,而电机的功率因数和效率则相应提高。当大马拉小车时,即电机的负载小于额定负载的40%时人为将电机由三角形改为星形,达到节能降耗的目的。
以上就是本人的一点经验总结,尤其希望对电工新人有所帮助,共同学习进步
在电机的实际运行过程中,有这样一种情况
即电动机的实际运行电流未超过额定值,但由于通风不良,环境温度高等原因,电动机往往已过热,达到了危险程度。对此过载保护亳无反应,因此还应实施温度保护。温度保护是直接装在电动机本体上,直接感受其温度。通常由电机制造商完成,将其装于绕组端部或定子铁芯槽中,也可以装在轴承室检侧轴承温度。常用pTc热敏电阻作报警和跳闸,用pt100铂热电阻测量温度。
