
西门子6ES7231-7PD22-0XA8型号含义






西门子6ES7231-7PD22-0XA8型号含义
西门子变频器MicroMaster440是全新一代可以广泛应用的多功能标准变频器。
它采用高性能的矢量控制技术,提供低速高转矩输出和良好的动态特性,同时具备*的过载能力,以满足广泛的应用场合。创新的BiCo(内部功能互联)功能有*的灵活性。
主要特征:
200V-240V ±10%,单相/三相,交流,0.12kW-45kW; 380V-480V±10%,三相,交流,0.37kW-250kW;
矢量控制方式,可构成闭环矢量控制,闭环转矩控制;
高过载能力,内置制动单元;
三组参数切换功能。控制功能: 线性v/f控制,平方v/f控制,可编程多点设定v/f控制,磁通电流控制免测速矢量控制,闭环矢量控制,闭环转矩控制,节能控制模式;
标准参数结构,标准调试软件;
数字量输入6个,模拟量输入2个,模拟量输出2个,继电器输出3个;
独立I/O端子板,方便维护;

西门子1200与值编码器RS485或Modbus RTU信号的连接
西门子1200可配置通讯接口RS485,该接口可连接值编码器的RS485信号,包括单圈值和多圈值,值编码器的RS485信号有多种形式,较为常用的有简单型RS485广播模式(主站模式主动广播发送)、带地址由指令发送的自由协议(从站被动模式)、Modbus RTU模式等等,其中如果仅连接一个值编码器,可用编码器主动模式,协议简单信号可靠,而如果要连接多个编码器(总线方式),可选用Modbus Rtu模式,但是该方式因为要轮询,每个编码器返回数据刷新较慢,不适合快速移动的控制
西门子SMART标准型模块CPUSR20
含义G140:
逼近和退回取决于当前的补偿面(缺省值)
G141:
从左侧逼近或者向左侧回退
G142:
从右侧逼近或者向右侧回退
G143:
逼近和退回方向取决于起点或终点的切线方向的相对位置
G147:
沿一条直线逼近
G148:
沿一条直线退回
G247:
沿一个四分之一圆弧逼近
G248:
沿一个四分之一圆弧退回
G347:
沿半圆逼近
G348:
沿半圆退回
G340:
在空间中逼近与退回(缺省值)
G341:
在平面中逼近与退回
DISR:
沿直线逼近和回退(G147/G148)
从铣刀边缘到轮廓起始点的距离
沿圆弧逼近和回退(G247、G347/G248、G348)
刀具中心点轨迹半径
注意: 在 REPOS 带半圆的情况下,DISR 表示圆弧直径
DISCL:
DISCL=... 加工平面快速进刀运动
的终点距离
DISCL=AC(...) 快速进刀运动终点的位置
FAD:
慢速进刀运动的速度
FAD=... 编程的值,取决于
G 组 15 的 G 代码(进给;G93,G94 等)生效
FAD=PM(...)编程的值独立于当前有效的 G 组 15 的 G 代码,视为线性进给(如 G94)
FAD=PR(...)编程的值独立于当前有效的G 组 15 的 G 代码, 视为旋转进给率(如 G95)

平滑逼近(程序段 N20 激活)
沿一个四分之一圆弧逼近(G247)
逼近方向没有编程,G140 生效,也就是说 TRC 被激活(G41)
轮廓补偿 OFFN=5 (N10)
当前的刀具半径 =10,因此有效的 TRC 补偿半径 =15,WAB 轮廓的半径 =25,这样刀具中心点轨迹的半径相同于 DISR=10
圆弧的终点由 N30 产生,因为在 N20 中只编程 Z 位置
进刀运动
- 从 Z20 快进到 Z7(DISCL=AC(7))。
- 然后用 FAD=200 运行到 Z0 。
- 采用 F1500 在 XY 平面上逼近圆及进行后继程序段(为了使该速度在后继程序段中有效,必须用 G1 覆盖 N30 中有效的 G0,否则用 G0 对轮廓继续进行加工)。
平滑退回运行(程序段 N60 激活)
沿四分之一圆弧(G248)和螺旋线(G340)退回运行
FAD 没有编程,因为在 G340 时没有意义
Z=2 在起点;Z=8 在终点,因为 DISCL=6
当 DISR=5 时,WAB 轮廓的半径 =20,刀具中心点轨迹的半径 =5
位移运行从 Z8 到 Z20,运行平行于 X-Y 平面至 X70Y0。
程序代码
注释
$TC_DP1[1,1]=120
;
刀具定义T1/D1
$TC_DP6[1,1]=10
;
半径
N10 G0 X0 Y0 Z20 G64 D1 T1 OFFN=5
;
(P0an)
N20 G41 G247 G341 Z0 DISCL=AC(7) DISR=10 F1500 FAD=200
;
逼近 (P3an)
N30 G1 X30 Y-10
;
(P4an)
N40 X40 Z2
N50 X50
;
(P4ab)
N60 G248 G340 X70 Y0 Z20 DISCL=6 DISR=5 G40 F10000
;
退回 (P3ab)
N70 X80 Y0
;
(P0ab)
N80 M30
其它信息
选择逼近和退回轮廓
使用相应的 G 指令可以沿:
一条直线(G147,G148),
一个四分之一圆弧(G247, G248)或者
一个半圆(G347, G348)来进行逼进和退回。

选择逼近和退回方向
使用刀具半径补偿(G140,缺省设定值),在刀具正半径上确定逼近和退回的方向:
G41 有效 → 从左侧逼近
G42 有效 → 从右侧逼近
其它的逼近方法由 G141、G142 和 G143 给定。
只有当沿四分之一圆弧或半圆逼近时,该 G 指令才有意义。
从起点到终点的位移划分(G340和G341)
下图显示了从 P0 到 P4 的逼近运行特性。

牵涉到有效工作平面 G17 到 G19 的位置时(圆弧平面,螺旋轴,垂直于有效工作平面的进刀运动),要考虑有效的旋转 FRAME。
逼近直线长度或逼近圆弧半径(DISR)(参见“选择逼进和退回轮廓图")
发电机发电,假如没有电器在用电,相当于负载这边是开路的,也就是发电机线圈的并没有形成回路,没有回路是没有电流的,根据电功率的定义,电功率P=电压U*电流I,因为回路没有电流,所以电功率P=0,也就是没有电功率输出,相当于本质上并没有发电,当然谈不上损失了。
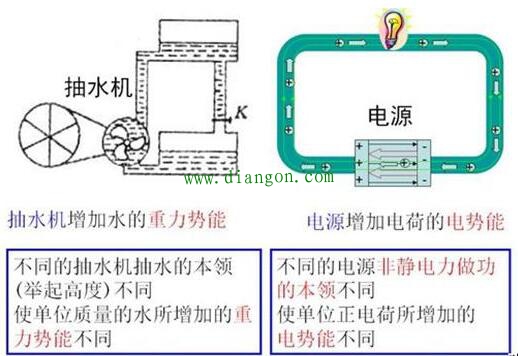
电动势只是一种能力
根据电磁定律,导体运动切割磁力线的时候,会在导体两端形成感生电动势。电动势在物理学上是这样定义的,单位正电荷被电场力从电源的负极,经过电源内部,达到电源正极时所做的功的大小。
光看定义,电动势是比较抽象的,不太好理解。可以顾名思义把电动势理解成让电子产生运动趋势的一种本领,一种能力。好比处于高处水池里边的水,老想流出去,流到下游去这样一种趋势。又好比说一个人很会赚钱,口袋老是装了满满的人民币,这种也是一种能力。发电过程,电动势也反应发电机把机械能转换成电能的一种能力本领。
有本领有能力,不做事,相当于能力体现不出来,也等同于没有能力,好比上边说到有赚钱能力的人,并没有把钱花掉,和穷人没有两样一个道理。当没有任何负载接入发电机的回路里边,回来没有电流,并没有产生电功率。但是导体切割磁力线是存在的,所以有电动势,展现了发动机能发电的一种本领而已。再次回到水池装满水了,但是水阀是关闭着的,并没有水漏出去一样的道理,并没有什么损失,水还在水池里边。
导体没有切割磁力线时候,正负极两端都是中性的,因为金属正电荷和电子是完全一致的,导体没有对外显示出任何带电状态。当切割磁力线的时候,正电荷从负极移动到正极,可以理解成电磁力让正电荷和电子实现了在这一段导体上分离了一些出来,正极聚焦了正电荷,而负极聚集了电子,这样分别在导体两头呈现出不同的带电状态来。正负电荷分离出来的数量越多,代表发电机的电动势越强,发电能力也越强。因为没有负载接入,而发电机的发电能力是有限的,导体的能分离出来的数量也是有限的,到了一定程度,正负电荷不再继续分离增加了,发电机怎么转,都不会再有新的正电荷从负极移动到正极了。好比水池里边的水已经满了,水泵再往里边送水,也送不进去这个道理。
电能的转化看电流
灯泡发光,是因为电流流过钨丝等东西,转换成热能或者光能,而风扇在转,也是电流流过电机内部,让电能转换成动能。要让负载工作同时消耗电能,必须要有电流流过负载本身,这样电能才可以转换成其他形式的能。
发电机带动负载发电时候,机械能会因为切割磁力线存在,发电机线圈内部会分离出来正负电荷,让正电荷跑到正极,负电荷保留在负极,转换成电能,而电能因为有回路,让正电荷从正极,经过负载,流回负极,这样相当于正电荷做了一个封闭的循环,回到了初的位置了,让正负电荷中和,这样机械能再次在发电机线圈内部分离正负电荷,重复这个流程,这样一个流程就是有源源不断电流产生的过程。
发电机可以看成一个电压源,电动势代表这个电压源的能力,电压是稳定的,发电机输出的电功率大小,取决于负载这边的电流大小,电流越大,发电机把机械能转换成电能的数量会越多。反过来,如果负载没有电流,发电机实际上是在空转,除了一些摩擦力在消耗能量外,并不会有机械能转换成电能,不存在白白损失的问题
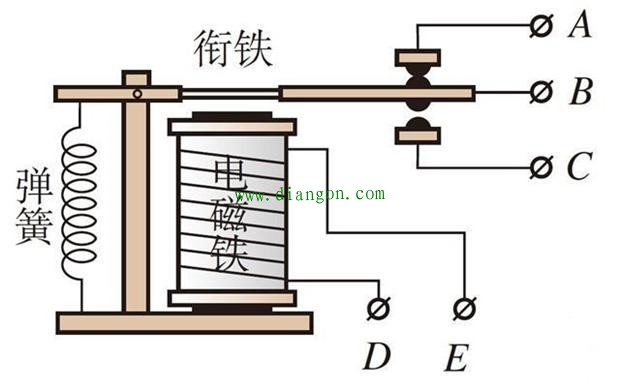
中间继电器和接触器原理一样
在电气控制方面,电流越大,分断越困难,而且分断大电流带电回路时候,可能会产生电弧,随时可能会伤害人身安全。
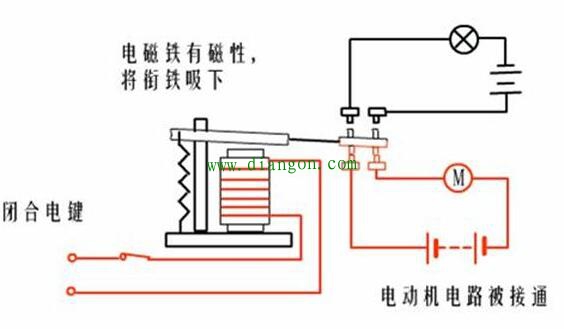
线圈通电可以产生磁场,磁场有对铁质材料有吸附作用。当线圈断电后,磁场会消失,这样铁质材料可以利用弹簧来让它恢复到原来位置,这个就是电磁铁工作原理了,继电器和接触器,就利用这个原理,可以让线圈的接入小电流,实现对一条铁杆(衔铁)的两个位置控制,铁杆可以用来连通或者切断电路的两个比较粗的端点,而粗端点和铁杆因为可以通过非常大的电流,这样线圈的小电流完全可以控制很大的电流通断了。
从这层电磁转换的过程而言,可以让“电磁”效应替代人做大电流通断这个“体力活”,只要一个小指头按一下一个小按钮就可以满足要求了,可以设想一下,你去直接打一个很大电流的空气开关,可是相当费劲的事情,有了接触器这些就让人轻松很多。
实际上,让人干活轻松点只是继电器和接触器作用的一小方面,关键操作起来安全了,让人离大电流和高电压远一点。同时接触器和继电器可以带很多辅助触头或者中间触点,这些触点能用来组合可以实现各种复杂的控制逻辑,满足工业上复杂的控制要求,让设备更加智能点。
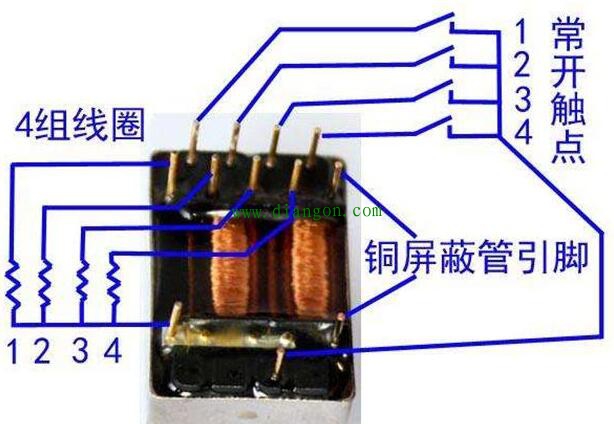
中间继电器和接触器的差异
继电器之所以冠上了“中间”两个字,可以理解成它并不是用来实现终控制的,而是起到一个中间环节的转接作用,“继”就是继接状态的意思了。所以中间继电器并没有所谓的主触点和辅助触点的说法,它的目标是让小电流变成稍微大一点的电流,甚至还继续保留原来的小电流,而只利用了触点的隔离功能。
从这个角度而言,继电器会设计很多组常开和常闭触点,触点越多,能用来联锁其他继电器或者接触器的可能性会越高,逻辑的花样会越复杂,越能满足工业控制需求。
因此继电器的触点一般都是小容量的,继电器的体积也会设计比较小,而触点尽可能多点,这样能在一定的体积空间里边,容纳更多的继电器进去,满足多回路的控制需求。
接触器,一般都会设计主触点和辅助触点两种,主触点一般容量会比较大,能满足大电流需求,接触器的目标就是为了让某个主回路实现大电流通断的,比如电机的启动,加热器等大功率负载。
至于接触器的辅助触点,是为了主回路而使用的,比如用来实现交流接触器的自保,或者锁死别的接触器的通电,相对逻辑上比较单调。
在实际电气回路里边,往往会让接触器和中间继电器组合起来,中间继电器完成复杂的逻辑控制,终中间继电器的某个触点,会用来驱动接触器的线圈,完成具体的某个电气功能。
从这个角度而言,中间继电器是为了接触器使用的而服务的,而主接触器需要中间继电器来配合完成它需要的重要功能,接触器是控制回路的树干,而继电器是控制回路的枝叶。

- 西门子S7-1200 SM1231 热电偶模块6ES7231-5QF32-0XB0
- -西门子SSM1231 热电阻模块 6ES7231-5PF32-0XB0授权中国总 一级代理商
- 西门子SM1231 热电偶模块6ES7231-5QD32-0XB0授权中国总 一级代理商
- 西门子SM1231 模拟量输入模块 6ES7231-4HF32-0XB0授权中国总代理商
- 西门子SM1231 模拟量输入模块6ES7231-5ND32-0XB0
- 西门子SM1231 模拟量输入模块6ES7231-4HD32-0XB0
- plc 全新模块 6ES7231-5ND30-0XB0支持模块级诊断和通道级诊断
- 西门子模块6ES7231-OHC22-0XA8
- 西门子S7-1200 6ES7231-4HF32-0XB0模拟输入模块SM12318模拟输入
- 西门子CPU控制器6ES7231-7PF22-0XA0