
西门子6ES7214-1HF40-0XB0详细说明







西门子6ES7214-1HF40-0XB0详细说明
由于GMP认证对制药机械行业的影响,近一两年来国内用户对设备的采购量出现了严重的萎缩,以至于摆在设备制造面前的生存问题相当残酷:是等待市场的再度崛起还是另找出路?显然大浪淘沙不进则退,大家为了生机有的去涉足其他行业,有的去开拓国外市场,但所有一切的实现都将面临一个问题——你将如何来吸引你的客户。本文结合我司在药机行业的一点经验,浅谈台达自动化产品在电子数片机上的成功应用。
数片机的机构及工作原理:
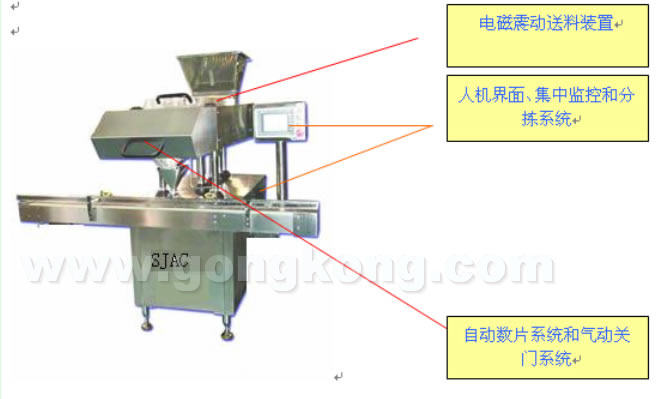
电子数片机分单通道、双通道、多通道几种。每个通道一般由8组光电关开组成,每罐装一瓶药品由一个通道完成。因此为提高产量,可将机器开发成单头或多头机型,但原理是一致的,都由以下几部分组成:电磁震动送料装置、气动关门装置、自动数片系统、集中监控和分拣系统。
数片机的机构及工作原理:
电子数片机分单通道、双通道、多通道几种。每个通道一般由8组光电关开组成,每罐装一瓶药品由一个通道完成。因此为提高产量,可将机器开发成单头或多头机型,但原理是一致的,都由以下几部分组成:电磁震动送料装置、气动关门装置、自动数片系统、集中监控和分拣系统。
送料装置
系统自动工作后,首先通过光电判断预装瓶子的位置是否正确。当一切信号无误后,震动送料系统会在接受起动信号后,自行起动。震动系统分为三级:一级为震动排料,二为缓动送料,三级为分通道送料料分装。经过三级调整,以达到落料均匀、数粒准确、适应性强。
自动数片和关门系统
当药片下落过程中通过数片光电开关时,自动数片系统会将信号送到分拣系统(PLC)中,然后PLC会根据用户设定的罐装数量来控制气缸的快速动作,实现实时关门,以达到**罐装的目的,提高系统的稳定性和**性。
集中监控和分拣系统
所有数片机的参数和运转情况,都将通过监控系统——台达人机界面来巡检其工作状况,包括气缸动作时间、自动数片系统的正常与否都将一目了然。
台达PLC,人机在数片机设备上应用的优势
该系统对PLC的要求极高,要求PCL有100个1ms的定时器,程序及时速度快,扫描周期短,控制稳定等特点,并且要求产品有极高的价格优势。针对这些特点,我们采用了台达电子精心研制的高性能的EH系列可编程控制器(DVP64EH00T)。
该控制器具有双通讯口,可以方便编程与监控;同时有100个1ms的定时器(同类产品中独有),可以更准确,快速的测量数片的数量,而且整个PLC的扫描周期非常短,在同等功能的产品中,堪称。监控界面采用台达多通讯口的智能人机触控屏幕(DOPA57GSTD),该产品以其强大的通讯功能,更深深的赢得了客户,自由通讯口强大的宏指令功能,解决了该行业一直不能解决的难题。通过该功能无论药片的大小还是厚薄,只要在人机里进行一次光源校正,系统将会自动记录,并将优的参数自动存放在屏幕中。核心控制系统采用了台达整套产品后,数片机在整体性价比方面,优于欧美产品,胜于日系同等品牌
随着市场的需求,纺织生产工艺的改变,转杯纺纱在纺织工艺过程中的应用越来越广泛。纺织企业对转杯纺纱机可靠性,易操作性提出了更高的要求。由于PLC可编程控制器可靠性高、抗干扰能力强、使用方便等优点,所以被广泛的应用于对转杯纺纱机的现场控制。传统的控制方式是采用开环控制,电机的运行频率通过变频器面板手工设置,这种方式存在控制精度差,人机交互性差等一系列问题,这就需要有一套更合理的控制系统来提高机器的运行精度和改善人机交互性。我们以台达DVP系列PLC为核心改进设计了一套控制系统,实现纺纱控制性能的提高。
1.系统构成
控制系统的构成主要是DVP32ES00R主机,VFD022B43A变频器,VFD037B43A变频器,PWS1711-CTN触摸屏。在控制系统中主要任务是:1、通过调整变频器的频率来提高运行精度,改变纺纱工艺;2、通过人机界面来显示和设置参数。
2.程序的设计
程序设计方针是以控制程序作为主程序,PLC与变频器之间的通讯,换班,工艺计算,产量报表,号数报表,作为子程序。我们把通讯,换班,产量报表,号数报表等子程序做成标准程序模块,这样缩短了程序的开发周期,增强了程序可读性。主程序由速度信号的采集,给棉电机和引纱电机初始频率的计算,全机动作的控制,给棉电机和引纱电机频率的调整等程序组成。其中信号的采集使用PLC中的高速计数器,初始频率的计算是根据细纱号数和捻度,转杯电机的理论值进行计算,动作的控制主要是控制转杯电机、分梳辊电机、引纱电机和喂棉电机的起停顺序。给棉电机和引纱电机的转速采用闭环控制,积分调整的方式,用来满足纺纱工艺的要求。还值得一提的是在新装设备调试初始,需要进行电机转向的调整和机械调整,这就需要电机点动的控制方式,为实现这一功能,我采用通过旋钮选择点动方式,控制人机界面显示点动画面,从而进行点动控制。
系统采用RS-485进行网络通讯,RS-485是一般工业控制所经常采用的网络通讯方式。它具有能够实现多机通讯(RS-485驱动器多可接32个从站),通讯距离长,抗干扰能力强等特点。台达DVP32ES00R主机具有RS-485通讯口,而台达VFD变频器也都有RS-485通讯口,并且提供了专用驱动指令。我们以PLC为主机,两个变频器为从机组成RS-485控制网络。每个从站被赋与唯一的本机地址。通讯采用主机轮询,从机应答的通讯方式,主机发出的信息可以被各从机接收,从机只能发出应答信息,从机间不能通信。从机接收到数据后,判断地址是否和本机地址相同,若相同则对数据进行处理后应答,若不同则不予理睬。通过通讯主要是控制给棉电机和引纱电机的起停和工作频率的修改,工作频率初值是PLC根据设定的细纱号数和棉条号数计算得出。在机器运转中,通过速度传感器检测,PLC进行计算比较,微调工作频率,使机器运转精度提高。其中需要注意的是在使用通讯进行控制变频器的起停一定注意程序的逻辑顺序,不然将会引起动作的混乱而不能达到预期的效果。
大屏幕触摸屏的优点是信息量大,操作简便直观。在本系统中采用PWS1711工业级人机界面,根据需要设计了各种画面,用来输入工艺参数,显示实测参数。另外提供了产量报表和号数报表,画面如下


甲、乙、丙、丁班的产量分别计入各班的产量,作为当前记录,每天的产量在24点的时候,利用循环语句自动填入历史记录(包括日期)。同时把同一工艺的纱线产量计入号数表,号数作为填入的条件,也就是说只有在号数改变的时候,再重新记录。这项工作省去了产量记录员每天记录的麻烦,它可以记录35天的产量,其中15天是停电保持的,只有管理员才可以清零。

- 西门子CPU模块1214C DC/DC14输入/10输出,6ES7214-1HG40-0XB0
- 西门子CPU1214FC DC/DC/继电器14 输入/10输出6ES7214-1HF40-0XB0
- 西门子CPU模块1214C DC/DC/DC 14输入/10输出6ES7214-1AG40-0XB0
- 西门子S7-1200CPU1214C AC/DC4输入/10输出6ES7214-1BG40-0XB0
- 西门子S7-1200 6ES7214-1HG40-0XB0处理器模块紧凑型CPU 1214C
- 6ES7214-1BD23-0XB8 人机界面
- 西门子Siemens电源6ES7214-2BD23-0XB8 CPUPLC模块技术参数和供应
- 西门子控制器6ES7214-2AD23-0XB8
- 西门子控制器6ES7214-1BD23-0XB8
- 西门子控制器6ES7214-1AD23-0XB8