

西门子模块6ES321-1BP00-0AA0
启动点动操作
点击“R+"正转按钮后,按下键盘空格键。X轴将进入点动模式。通过X轴的“Actual position"和“Speed"显示框,可以监控X轴当前的位置和速度;通过“Traverse Plus"指示灯知道轴当前是正方向运行(图18)。
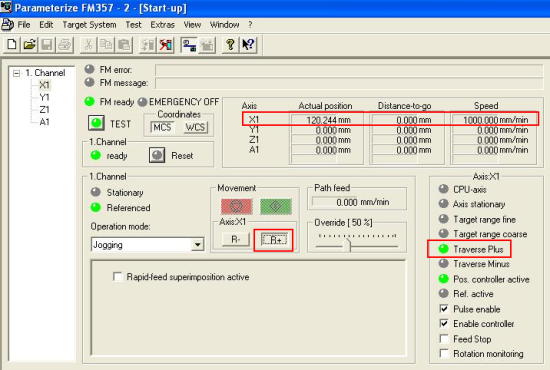
图18 启动点动模式
7.3 通过用户程序调试
说明:FC101来自FM357-2标准例程,这里不对FC101程序代码作详细解释。
1)通过程序控制运行,先要不激活Start-up的测试功能。点击“TEST"确认关闭测试功能。操作完成后“TEST"左侧的指示灯熄灭(图19)。
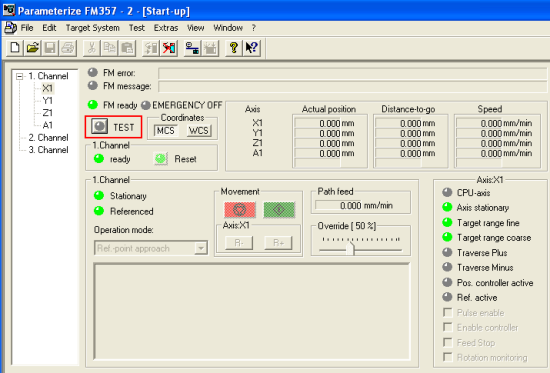
图19 不激活测试功能
2)为了便于监控和调试,建立变量表,并在线(图20)。
控制位:
DB115.DBX0.1=1 控制使能
DB115.DBX0.3=1 正向点动使能
状态位:
DB115.DBX0.5=1 执行没有错误,当前正方向运行
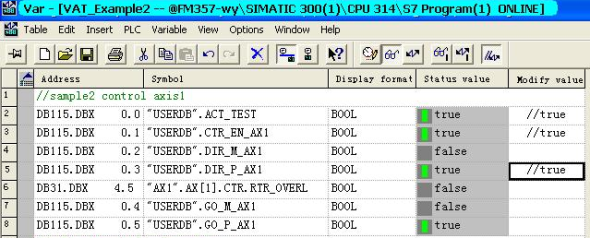
图20 监控变量表
3)同样,进入Start-up可以监控当前位置和速度。只是不能在Start-up中控制轴的运行,因为当前由用户程序控制(图21)。
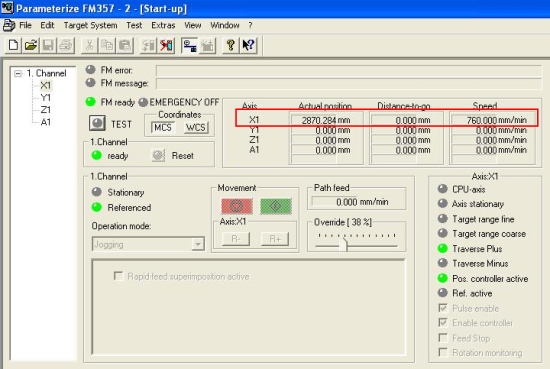
图21 监控位置和速度
8 错误诊断
FM357-2错误类型也很多,并且不是每一种错误都会导致模板SF指示灯亮,通常可以通过Error analysis工具来读取具体的错误原因。
现在通过模拟一个错误来描述错误原因的读取步骤。模拟的错误是将CPU314模式开关拨到“STOP"位置,即停止CPU运行。
1)通过菜单命令“Test"?“Start-up",进入Start-up界面。从图上可以看到FM已经有错误显示 “3000: Emergency stop"(图22)。
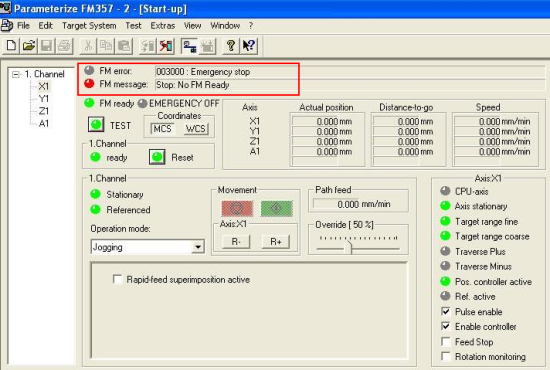
图22 start-up界面
2)通过菜单命令“Test" ?“Error analysis",进入Error analysis界面(图23)。从图中可以看到,这里有2个错误。除了“3000: Emergency stop",还有“2000: Sign-of-life monitoring: CPU not alive"。通过这2个错误描述可以发现与实际模拟错误是一致的。由于CPU没有运行,所以在监控时间内,CPU没有输出确认信号,导致FM357-2急停。
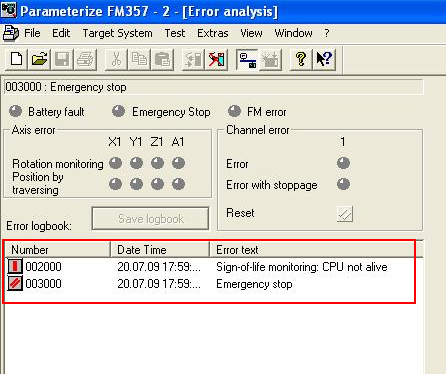
图23 Error analysis
3)查看手册12.3节Error List,可以得到每个错误号的具体描述
6ES7314-6EH04-0AB0参数详细
一、您需要的硬件和软件:
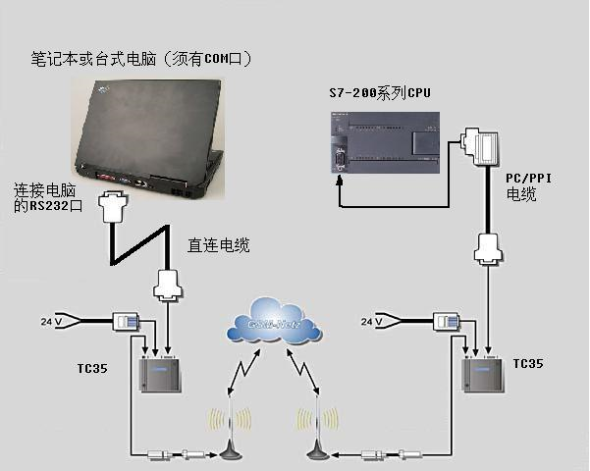
系统结构如图
硬件:
1. 一台有COM 口的笔记本或台式电脑;
2. 一根九针一对一直连电缆,用于连接PC 机和TC35; (注:PC 机的COM 口和TC35 的接口都是RS232 接口但TC35 模块内部集成了RS232 转换电路,因此请用九针直连电缆连接电脑和TC35 模块。
3. 两套TC35 模块(包括电源,天线、TC35 模块);
6. 一个9 针直通公母转接头(用来连结PC/PPI 电缆与TC35 Terminal 调制解调器, 因为电缆和模块的接口公母不对应);
软件:
1. STEP7 Micro/Win 软件,V3.2 或V4.0 版本,V3.2 版本建议打上SP4 补丁。
2. 超级终端软件,用于设置TC35 模块。超级终端是Windows 自带的软件,您可以通过以下步骤找到:开始——>程序——>附件——>通讯——>超级终端,如图1:
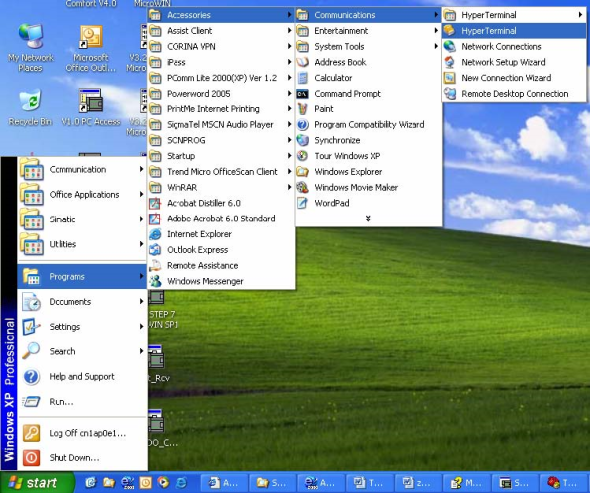
图1:打开超级终端
| 1.编程方法简单易学 梯形图是使用得多的plc的编程语言,其电路符号和表达方式与继电器电路原理图相似,梯形图语言形象直观,易学易懂,熟悉继电器电路图的电气技术人员只需花几天时间就可以熟悉梯形图语言,并用来编制数字量控制系统的用户程序。 2.功能强,性能价格比高 一台PLC内有成千上万个可供用户使用的编程元件,可以实现非常复杂的控制功能。与相同功能的继电器系统相比,具有很高的性能价格比。PLC可以通过通信联网,实现分散控制,集中管理。 3.硬件配套齐全,用户使用方便,适应性强 PLC产品已经标准化、系列化、模块化,配备有品种齐全的各种硬件装置供用户选用,用户能灵活方便地进行系统配置,组成不同功能、不同规模的系统。PLC的安装接线也很方便,一般用接线端子连接外部接线。PLC有较强的带负载能力,可以直接驱动大多数电磁阀和中小型交流接触器。 硬件配置确定后,通过修改用户程序,就可以方便快速地适应工艺条件的变化。 4.可靠性高,抗干扰能力强 传统的继电器控制系统使用了大量的中间继电器、时间继电器。由于触点接触不良,容易出现故障。PLC用软件代替中间继电器和时间继电器,仅剩下与输入和输出有关的少量硬件元件,接线可减少到继电器控制系统的十分之一以下,大大减少了因触点接触不良造成的故障。 PLC使用了一系列硬件和软件抗干扰措施,具有很强的抗干扰能力,平均无故障时间达到数万小时以上,可以直接用于有强烈干扰的工业生产现场,PLC被广大用户公认为可靠的工业控制设备之一。 5.系统的设计、安装、调试工作量少 PLC用软件功能取代了继电器控制系统中大量的中间继电器、时间继电器、计数器等器件,使控制柜的设计、安装、接线工作量大大减少。 PLC的梯形图程序可以用顺序控制设计法来设计。这种设计方法很有规律,很容易掌握。对于复杂的控制系统,用这种方法设计程序的时间比设计继电器系统电路图的时间要少得多。 可以用仿真软件PLCSIM来模拟S7-300/400的CPU模块的功能,用它来调试用户程序。在现场调试过程中,一般通过修改程序就可以解决发现的问题,系统的调试时间比继电器系统少得多。 6.维修工作量小,维修方便 PLC的故障率很低,并且有完善的故障诊断功能。PLC或外部的输入装置和执行机构发生故障时,可以根据信号模块上的发光二极管或编程软件提供的信息,方便快速地查明故障的原因,用更换模块的方法可以迅速地排除故障。 7.体积小,能耗低 复杂的控制系统使用PLC后,可以减少大量的中间继电器和时间继电器,小型PLC的体积仅相当于几个继电器的大小,因此可以将开关柜的体积缩小到原来的1/2~1/10。 PLC控制系统与继电器控制系统相比,配线用量少,安装接线工时短,加上开关柜体积的缩小,因此可以节省大量的费用。 |
