

西门子6ES7312-1AE14-0AB0型号规格
可编程控制器应用系统设计与调试的主要步骤,如图 1 所示。

PLC的性能倚赖于的硬件,PLC的应用程序是依靠的硬件芯片来实现的,对于PLC的功能的改进,如增加运动控制、过程控制或通讯功能,都需要使用不同的硬件。即使对于同一PLC厂家,这种的硬件很难移植到不同性能的PLC中。而且传统的PLC厂家的硬件结构体系都是专有的设计,甚至于处理器芯片都是的,这样就导致了随着PLC功能需求的不断提高,PLC的硬件体系变得越来越复杂。而且,由于硬件的非通用性会导致系统的功能前景和开放性受到很大的限制。另外,PLC 的操作系统通常都是各PLC厂家的操作系统,与目前流行的实时操作系统不兼容。由于是的操作系统,其实时可靠性与功能都无法与通用的实时操作系统相比,这就导致了PLC的整体性能的性和封闭性。
PAC的轻便控制引擎是非常杰出的。PAC设计了一个通用的、软件形式的控制引擎用于应用程序的执行,控制引擎在实时操作系统与应用程序之间,这个控制引擎与硬件平台无关,可以在不同平台的PAC系统间移植。因此对于用户来说,同样的应用程序不需根据系统的功能需求和投资预算选择不同性能的PAC平台。这样,根据用户需要的迅速扩展和变化,用户的系统和程序无需变化,即可无缝移植。PAC的操作系统采用通用的实时操作系统,如GE Fanuc的PACSystems系列产品即采用通用的、成熟的WindRiver公司的VxWorks实时操作系统,其可靠性已经得到大量的应用的证实。PAC系统的硬件结构采用标准的,通用的嵌入式系统结构设计,这样其处理器可以使的高性能CPU,如GE Fanuc的PACSystems 系列产品的CPU 即采用了Pentium300/700MHz 处理器,而且即将推出PentiumM 处理器的CPU
1 .系统设计的主要内容
( 1 )拟定控制系统设计的技术条件。技术条件一般以设计任务书的形式来确定,它是整个设计的依据;
( 2 )选择电气传动形式和电动机、电磁阀等执行机构;
( 3 )选定 PLC 的型号;
( 4 )编制 PLC 的输入 / 输出分配表或绘制输入 / 输出端子接线图;
( 5 )根据系统设计的要求编写软件规格说明书,然后再用相应的编程语言(常用梯形图)进行程序设计;
( 6 )了解并遵循用户认知心理学,重视人机界面的设计,增强人与机器之间的友善关系;
( 7 )设计操作台、电气柜及非标准电器元部件;
( 8 )编写设计说明书和使用说明书;
根据具体任务,上述内容可适当调整。
2 . 系统设计的基本步骤
可编程控制器应用系统设计与调试的主要步骤,如图 1 所示。
(1) 每半年或季度检查PLC柜中接线端子的连接情况,若发现松动的地方及时重新坚固连接;
(2) 对柜中给主机供电的电源每月重新测量工作电压;

西门子SM332模拟量模块
图2 信息页面
因为PLC中没有插入MMC卡,Load memory RAM + EPROM列为空,Work Memory列中显示当前PLC的工作内存为48K,EPROM是S7-400、旧款S7-300使用的装载内存卡;
在PLC中插入MMC卡时,
使用快捷键Ctrl + D弹出PLC的内存使用情况:
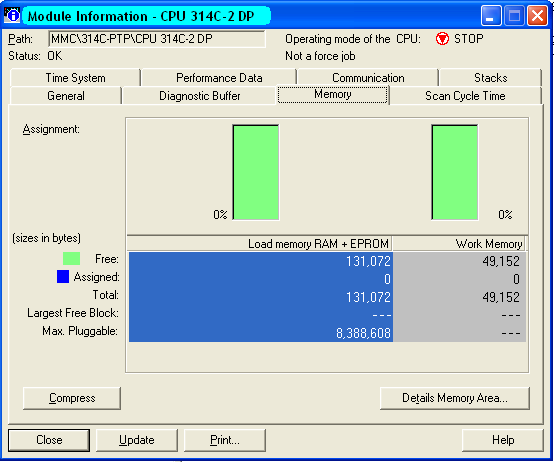
图3 内存属性
可以看出PLC的内存使用情况为0%,空余128K装载内存和48K工作内存
概述数字量输入作为 CPU 的集成式 I/O 的补充
集成到整体自动化系统中以满足安全方面的要求
具有集成安全功能
通过 PROFIsafe 机制与故障安全 CPU 通信
用于根据相应任务的要求灵活调整控制器
用于使用附加输入对系统进行后续扩展
可以仅在集中式系统中运行
注意
SIPLUS extreme 产品基于 SIMATIC 标准产品。此处的内容摘自相关的标准产品。添加了特定 SIPLUS extreme 信息
设计16 点输入 (SIL 2/Cat 3/PL d),8 点输入(SIL 3/Cat 3 或 Cat 4/PL e)或混合
额定输入电压 24V DC
适用于开关和 3/4 四线制接近开关 (BERO)
两个防短路传感器电源,各用于 8 点输入;可提供外部传感器电源
模块故障指示灯(DIAG;绿色和红色指示灯)
每个输入的状态指示灯(绿色 LED)
每个输入的故障指示灯(红色 LED)
模块类型和功能类别用普通文本标识
二维矩阵码(产品编号和序列号)
模块类型 DI 的彩色编码:白色
硬件和固件版本
完整订货号
SIMATIC PM 1207 单相负载电源(PM = 电源模块)带输入电压范围自动选择功能。其设计和功能佳适用于 SIMATIC S7-1200 PLC。 它可通过 24 V 输入向 CPU 供电,以及向信号模块和与模块连接的 24 V 负载供电。 通过全面认证(如 UL、ATEX 或 GL),可以通用。
设计这些负载电源可直接固定到 S7-1200 安装导轨上(不连接到背板总线),并可直接安装到 CPU 的左侧(无需留出安装间隙)
LED 状态指示灯,用于指示“24 V 正常"
两个 24 VDC 输出端子,用于连接 24 V 用电装置
SIMATIC HMI 基本面板与面板和多功能面板产品系列的现有触摸设备安装兼容。
KTP400 基本型可调光的 4.3 英寸宽屏 TFT 显示屏,64 000 种颜色
1 个以太网接口(TCP/IP、PROFINET)
1 个 USB 接口
触摸屏和 4 个触觉功能键
KTP700 基本型可调光的 7 英寸宽屏 TFT 显示屏,64 000 种颜色
1 个以太网接口 (TCP/IP, PROFINET) 或 1 个 RS 485/422 接口(MPI, PROFIBUS DP;单独版本)
1 个 USB 接口
触摸屏和 8 个触觉功能键
KTP900 基本型可调光的 9 英寸宽屏 TFT 显示屏,64 000 种颜色
1 个以太网接口(TCP/IP、PROFINET)
1 个 USB 接口
触摸屏和 8 个触觉功能键
KTP1200 基本型可调光的 12 英寸宽屏 TFT 显示屏,64 000 种颜色
1 个 USB 接口
触摸屏和 10 个触觉功能键
功能I/O 域,
用于显示和修改过程参数
按钮
,用于直接初始化功能和动作。 在按钮上多可以同时配置 16 种功能。
图形
可以用作 ICON 以代替用作功能键或按钮的文本标签。 它们还可以用作全屏背景图像。
组态工具包含带有大量图形和多种对象的库。 所有带有 OLE 接口的编辑器都可以用作图形编辑器(比如 Paint Shop,Designer 或者 CorelDraw)
矢量图形;
基本几何形状(直线,圆和矩形)可以在组态工具中直接创建
固定文本;
可以以任何字符尺寸用作功能键,过程图和过程值的标签
曲线功能和直方图
用作使动态值可视化
语言选择功能:
10 种在线语言,32 种组态语言其中包含有亚系语言和西里尔字符组
相关语言文本和图形
可按照各行业领域的要求进行用户管理(信息安全)
通过用户名和密码进行身份验证
特定用户组的优先级
报警记录
独立消息
模拟消息
具有可自由定义的消息级别(如状态/故障消息),用于定义确认响应和显示消息事件
历史消息
配方管理
帮助文本;
用于过程画面、消息和变量
算术函数
极限值监控
用于输入和输出的可靠过程控制
指示灯;
用于指示机器和设备状态
调度程序用于在发生全局事件的情况下执行全局功能
在 U 盘上以 .txt 格式归档过程值和报警
使用 USB 端口,可简便连接 U 盘、键盘、鼠标或条码扫描器
模板概念;用于创建画面模板(通过模板组态的画面元素将出现在每个画面中)
可以通过如下方法简单地进行维护和组态:
用 ProSave 在 PC 上备份和恢复组态、操作系统和固件
通过 MPI/PROFIBUS DP 或 PROFINET 下载组态
SINUMERIK 808D 数控单元的主要性能:808D 车削版 PPU141.1 预置了2根进给轴和1根主轴;还可选配1根附加进给轴
808D 铣削版 PPU141.1 预置了3根进给轴和1根主轴
坚固耐用的设计:带涂层的电路板、前面板防护等级达IP65
紧凑型水平式面板 420mm x 200mm
前面板配有USB接口,可轻松实现零件程序和调试数据的传输,也可连接USB键盘
键盘配有真实按键,优化的键盘设计可减少档键的使用。区分工艺的面板布局,适合车削或铣削应用
配置72/48数字 I/O,其中24I / 16O直接使用螺钉端子连接,48I / 32O使用扁平电缆连接到端子排转换器
3个用于进给驱动的脉冲方向接口
1个用于主轴驱动的+/- 10V接口
1个用于直接主轴TTL编码器的接口
1个连接MCP的USB接口
1个用于PLC诊断和编程的RS232接口
2个手轮接口
1个刀具测头接口(只针对铣削版)
PLC兼容SIMATIC S7-200,多6000步梯形图指令
支持状态监控的PLC梯形图查看器
PLC样例程序
SINUMERIK 808D机床控制面板(MCP)的主要性能39个按键,其中30个带有LED指示灯
2个旋转倍率开关
7段LED显示(通常用于显示刀号)
1个用于安装急停按钮的开孔(d = 22 mm)
3个用于安装其他控制设备的开孔(d = 16 mm)
通过USB接口轻松连接PPU(即插即用)
SINUMERIK在普及型应用中的性能表现SINUMERIK 808D作为SINUMERIK家族中的一员,将SINUMERIK的高生产力、性以及的表面质量也引入了普及型数控市场。与其他家族成员一样,SINUMERIK 808D的内部计算也采用了80位浮点数纳米计算精度(NANOFP)。这样内部取整误差被控制在zui小范围内,的数据可被提供给SINAMICS V60驱动器。铣削版系统默认配备MDynamics工艺包,使得SINUMERIK 808D也能够用于模具加工。
人机界面SINUMERIK Operate BASIC人机界面(HMI)配备了全新的SINUMERIK Operate BASIC。SINUMERIK Operate BASIC遵循在SINUMERIK 840D sl和SINUMERIK 828D/828D BASIC系统上所使用的成熟的SINUMERIK Operate的原理和工作方式。SINUMERIK Operate BASIC支持ISO和DIN编程。支持图形化输入(SINUMERIK programGuide BASIC)的的工艺循环包可实现简便快速的编程。所创建的程序在加工前可通过板载模拟功能加以测试,该模拟功能可进行带刀具补偿的计算并显示刀具轨迹图或工件实体图。
为满足机床制造商的个性化要求,SINUMERIK 808D支持添加自定义启动画面,在HMI上加入公司的标识和自定义画面。自定义画面的创建使用XML语言并允许访问CNC和PLC数据。
SINUMERIK Operate BASIC还提供选件功能“手动机床",该功能可使用户以传统方式操作数控车床。操作人员通过手轮也可使用数控系统的各项功能,无需具备特别深入的有关CNC零件编程的专业知识。图形化工艺循环画面可在日常工作中支持操作人员进行更加复杂的零件加工。
SINUMERIK programGuide BASICSINUMERIK programGuide BASIC具备众多SINUMERIK programGuide广为人知的优点,适合于数控系统的操学者。每个工艺循环都通过图形化输入画面加以说明,使参数输入变得快速简便。同样支持在位置模型中使用工艺循环的功能。通过轮廓编辑器可轻松实现轮廓计算输入。
在线导向SINUMERIK startGuide得益于SINUMERIK 808D startGUIDE,机床的所有相关流程 - 机床制造商的调试、经销商的销售以及终用户的操作 - 都能得到控制系统的支持。这就能使调试工程师、销售人员和操作人员自如地使用SINUMERIK 808D并zui大程度的降低培训投入。
SINUMERIK 808D startGuide为不同用户提供了不同的向导,逐步引导他们的工作:
SINUMERIK 808D startGuide调试向导可为原型机床的调试提供指导,包括机床数据设置,如参考点和主轴齿轮箱传动比的调试等等。机床批量调试的相关备份在调试向导中生成。之后会对机床专用数据进行检查和调试,以完成原型机床的调试。
SINUMERIK 808D startGuide批量调试向导可为机床批量生产提供指导。 先读入由调试向导创建的数据。接着对机床专用数据例如限位或补偿值进行检查和调试。后还会生成完整的备份数据。
SINUMERIK 808D startGuide销售向导可为机床制造商和经销商的销售提供支持。 使用快捷键Ctrl + D即可启动幻灯片演示,使得机床制造商和经销商能够更为详尽地介绍机床。 控制系统自带了一套对SINUMERIK 808D进行基本介绍的幻灯片。幻灯片为640x480像素的*.bmp或*.png格式的文件。可以方便地使用已有的Office软件进行创建并导出为要求的目标格式。
SINUMERIK 808D startGuide操作向导为一部简明的数控操作教程,通过典型的机床操作步骤,例如零点偏移、输入刀具数据和编程,为用户提供指导
