

西门子电机6SL3120-1TE28-5AA3参数详细
根据实践中的经验和教训,本文阐述可编程序控制系统设计时应注意的问题。
1、一个系统中使用的成熟技术至少应占到75%以上 “成熟技术”一是经过一定的生产实践考验的可编程控制器产品或类似设计,或者确定能在未来的生产实践中,经得起考验; 二是设计工作人员对于需要使用的技术要有经验或有掌握它的能力。设计与配置一个可编程序控制系统选用的技术与设计方案切实可行。因为一个生产过程控制系统,一旦做出来,要长久使用下去,难以找到机会反复修改。设计的硬件系统和编程软件,其中某些缺欠,可能一直隐藏在已完成的系统中。若遇到发生破坏作用的条件,后果难以预料。
2、系统的硬件结构和网络要简明而清晰硬件结构不要追求繁琐,网络组态不要追求交叉因素太多,要力求使用可编程序控制器自身配置的组网能力。在组成I/O机箱配套的模板时,建议型号简单,力求一致,模板密度不宜过大。使用的结线点不宜过多,从目前机箱的制造和配线工艺来看,输入与输出配线密度不能太高。
3、控制系统的功能和管理系统的功能应严格划分界限由于可编程序控制器组成的过程控制系统中的实时性要求很高,而网络通信是允许暂时失去通信联系,过后自己能重新恢复,但是在重新恢复之前这一间隔时间可编程序控制器会处于失控。另外,在用多个可编程序控制器系统组成一个大系统时,对于主控制的关键命令,除了使用可编程序控制器自身的网络通信传送它的信息外,**有使用它的I/O点做成的硬件联锁,特别是两者之间“急停”的处理;虽然两个系统都在自身的通信扫描中互相变换着“停止”或“急停”命令,但因一方在急停故障时已经停止运行,另一方并未收到已停止的信息而照常运行,其后果难测。可编程序控制器控制系统关键的“急停”应先切除执行机构的电源,然后将其信号送入可编程序控制器,这样可取得设备安全保护的时间。
4、可编程序控制器的程序要简明且可读用户软件的编写是“平铺直叙”,用户软件可看成是一个有序的“黑盒子”系列,每个“黑盒子”按照结构化语言划分,可分为几种典型的语句。每个语句方式、手法可能十分单调,但一定要明确。在设计与编写这些语句时,若使用不易推理的逻辑关系太多,或者语句因素太多,特殊条件太多,就会使人阅读这些语句时十分难懂。因此,一个可编程控制器的用户软件的可读性,即编写的软件能为大多数人读懂,能理解可编程控制器在执行这个语句时,“发生了什么”是十分重要的。每一段程序力求功能单一而流畅,这是软件在使用和维护时的重要条件。
5、可编程序控制系统在硬件和软件上的预置,有运行检测的关键监视条件可编程序控制系统配置了彩色图形工作站/屏幕监视,但从价格及反映现场状态的时间来看,屏幕监视尚不方便。关键的故障,或者在关键的机械设备附近,可配置一些指示灯,它们可以用数字量输出做成,用来监视程序的正常运行,或用来调试程序,在指示灯旁配以功能标牌,可帮助操作人员确认可编程序控制系统的正常运行和及时反映故障。
6、设计大中型可编程序控制系统时不要耗尽它的硬件和软件资源对于设计的新系统,硬件上至少要保留15%左右的冗余,在软件编制时,同样要估计用户软件对计算机资源的需要与 用量。尤其对中间继电器,计数器/定时器的使用,要留有余地。因为在调试和运行后,软件总会被修改、补充,甚至重新编制。已编制的软件让人无法修改和完善,在工程上是不实际的。
7、合理地配置可编程序控制器系统的冗余可编程序控制系统可能做出多种方式的冗余,中央处理器的双机热备、冷备冗余是常见的方式。另外,双系统冗余,即中央处理器和全部的输入、输出、组网通信完全冗余,其价格和实用性虽然在许多工程项目中难以被人接受,但在有毒、有害的化工生产环境这种冗余很有必要。在设计系统中,要使配置冗余方式较为经济而又实用,力求使故障缩小在本设备身上。不要因某一设备发生故障,引起工艺流程中相关设备运行或状态受到冲击。 以上阐述的几个方面,是在可编程序控制系统总体方案设计时,要格外重视的问题,只有在设计系统时,考虑周到,系统投入运行之后,设计人员才能少些遗憾
1.操作面板同S7-200 CPU间的时钟操作
1.1使用S7-200 CPU时钟对操作面板的时钟同步
步骤如下:
(1) 在Micro/Win中,周期调用READ_RTC函数,以定时读取S7-200 CPU的系统时钟,将时钟信息存放在V区,比如VB100。
(2) 如果是用WinCC Flexible 组态:请先设置好通讯参数;然后在“区域指针”页内,建立“日期/时间PLC”, 指向S7-200 中存放时间信息的区域VW100即可。见下图:

(3) 如果是用ProTool组态:请先设置好控制器的通讯参数;然后插入“日期/时间-PLC” 区域指针, 指向S7-200 中存放时间信息的区域VW100即可。见下图:

1. 2通过面板修改S7-200 PLC时钟
大致设置如下:
(1) 在操作面板项目中创建: 1个标志变量(比如:地址为 V20.0)和年、月、日、时、分、秒 6 个 BYTE变量,分别连接到PLC的连续V区中,比如:VB70 – VB75。
(2) 在 MicroWin中,用标志变量触发来调用SET_RTC,将VB70 – VB75作为时间参数传递给该函数,来实现通过面板修改S7 PLC时间。
(3) 注意:给S7-200设定系统时间时,不要给时间信息中的“星期”字节赋“0”值,请给出确切的“星期几”否则会导致时钟同步失败。或将此字节置为常数 1。
2.操作面板同S7-300/400 CPU间的时钟操作
2.1 使用S7-300/400 CPU时钟对操作面板的时钟同步
步骤如下:
(1) 在Step7中:新建DB块DB1,在DB1中按顺序定义两个变量:
MyTimeDate 类型为 DATE_AND_TIME
temp 类型为 DWORD
周期调用SFC1(READ_CLK)函数(可以在OB35中调用),以定时读取S7-300 CPU的系统时钟,将时钟信息存放在变量DB1. MyTimeDate中。
(2) 如果是用WinCC Flexible 组态:请先设置好通讯参数;然后在“区域指针”页内,建立“日期/时间PLC”, 指向S7-300 中存放时间信息的区域DB1.DBW0(DB1.MyTimeDate)即可。
(3) 如果是用ProTool组态:请先设置好控制器的通讯参数;然后插入“日期/时间-PLC” 区域指针, 指向S7-300 中存放时间信息的区域DB1.DBW0(DB1.MyTimeDate)即可。
请参考例程。
2.2 通过面板修改S7-300/400 PLC时钟
大致设置如下:
(1) 在面板上新建: 1个标志变量和年、月、日、时、分、秒 6 个BYTE变量,分别连接 到PLC的DB块中DATE_AND_TIME类型的6个字节(其余字节不用),例如:DB2.SetDateTime (类型为DATE_AND_TIME)。
(2) 在 Step7,用标志变量触发来调用SFC0(SET_CLK),将DB2.SetDateTime作为时间参数传递给该函数,来实现通过面板修改S7 PLC时间。重要事项: 样例程序是免费软件。每个用户都可以免费使用,复制或转发该程序。程序的作者和拥有者对于该软件的功能性和兼容性不负任何责任。使用该软件的风险完全由用户自行承担。由于它是免费的,所以不提供任何质保、错误纠正和热线支持
小编所在的部门是做空调机售后维保的(主要是电气作业),公司一再强调施工质量是施工企业的生命,但是在售后时各种问题还是频出。下面小编说一些自己在现场维保时遇到的一些问题,给大家分享一下,希望能有所帮助。
1.防火泥问题
防火泥是一种柔性阻燃材料,该材料主要用于电线,电缆的孔洞封堵,以防止电线、电缆发生火灾而由孔洞向邻室蔓延,减少火灾损失。
但是我们公司这几年防火泥一直出现问题,很大的原因还是施工单位采购出现问题(施工都是外包出去的),没有进行统一采购,好多都是施工班组自行采购。建议施工单位加强管理,向有品质保障的供应商统一采购。

2.手写号码管字迹消失
在现场中常常会遇到小改造需要号码管时,恰恰身边又没有号码管打印机,这时需要临时手写号码管。部分现场中发现手写号码管所用的笔并非油性笔,造成所写的号码被擦除或自行消失的情况。
建议:原则上号码管需要用号码管打印机打印的,在实际情况下无法实现时需要手写号码管时,务必使用黑色细芯油性笔。
3.电器安装位置变动
在现场施工中偶尔遇到施工人员提出变动传感器安装位置的要求,以便施工方面节省材料成本及人工成本。
建议:项目管理者在施工时会结合实际情况和考虑到后期的维修、更换等因素确定安装位置(如避开高空、狭窄空间、光线不足和较危险场合等)
4.现场施工临时用电安全

5.电缆敷设处理不当

6.室外配电箱未配备隔离板

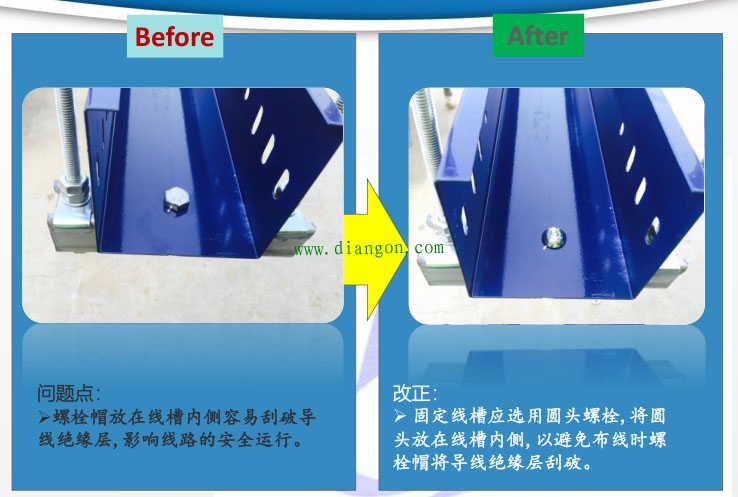
7.线槽固定
8.线缆标识

