西门子贵港授权代理商
智能制造大环境下PLC的发展趋势和路径
PLC硬件如何适应智能制造的要求
尽管人们较普遍的认识是PLC硬件技术进步是渐进的,但也不能否认,PLC的硬件技术一直在为满足工业4.0和智能制造日益清晰的要求积累经验。
特别是微电子技术的飞跃进展,使得SoC芯片在主钟频率越来越高的同时而功耗却显著减小;多核SoC的发展,又促进了在PLC的逻辑和顺序控制处理的同时,可以进行高速的运动控制处理、视觉算法的处理等;而通信技术的进展使得分布式I/O运用越来越多,泛在的I/O运用也有了起步。
为迎接工业4.0的挑战,PLC硬件设计应该在以下方面有一定的改善空间:
1、极大改善能耗和减小空间。PCB板85%的空间被模拟芯片和离散元器件所占,需要采取将离散元器件的功能集中于单个芯片中,采用新型的流线模拟电路等措施。
2、增加I/O模块的密度。
3、进行良好的散热设计,降低热耗散。
4、突破信息安全的瓶颈(如何防范黑客攻击、恶意软件和病毒)。
概括起来说,PLC的硬件必须具备综合的性能,即更小的体积,更高的I/O密度,更多的功能。
举例来说,选用新型的器件收效显著:为了减小I/O模块的体积,减少元器件的数量,采用多通道的并行/串行信号转换芯片(serializer),可以对传感器24V的输出信号进行转换、调理和滤波,并以5V的CMOS兼容电平输入PLC的MCU。这样可把必要的光电隔离器件减少至3个,来自多通道的并行/串行信号转换芯片(serializer)的信号,可共享相同的光电隔离资源。
Maxim公司的模拟器件集成设计,简化了信号链,使10V的双极性输入可以多通道采样、放大、滤波和模/数变换,而且只需单路的5V电源。这种设计取消了15V的电源,减少了元器件的数量和系统成本,降低了功耗,缩小了元器件所占用的面积。
PLC软件如何适应智能制造的要求
可编程控制器作为一类重要的工业控制器装置,之所以能够在长达数十年的工控市场上长盛不衰,本质上的原因必须从其内部去发掘。其中,软件与硬件发展的相辅相成、相得益彰应该是重要原因。
IEC61131-3推动PLC在软件方面的进步,体现在:
(1)编程的标准化,促进了工控编程从语言到工具性平台的开放,同时为工控程序在不同硬件平台间的移植创造了前提条件。
(2)为控制系统创立统一的工程应用软环境打下坚实基础。从应用工程程序设计的管理,到提供逻辑和顺序控制、过程控制、批量控制、运动控制、传动、人机界面等统一的设计平台,以至于将调试、投运和投产后的维护等,统统纳入统一的工程平台。
(3)应用程序的自动生成工具和仿真工具。
(4)为适应工业4 . 0 和智能制造的软件需求, I E C61131-3的第3版将面向用户的编程OOP纳入标准。
之前已开发了许多为PLC控制系统工程设计、编程和运行,以及管理的工具性软件。其中包括控制电路设计软件包、接线设计软件、PLC编程软件包、人机界面和SCADA软件包、程序调试仿真软件以及自动化维护软件等等。尽管这些软件都是为具体的工程服务的,但即使在对同一对象进行控制设计和监控,它们却都互不关联。不同的控制需求(如逻辑和顺序控制、运动控制、过程控制等)要用不同的开发软件,在不同的工作阶段(如编程组态、仿真调试、维护管理等)又要用不同的软件。而且往往在使用不同的软件时必需自行定义标签变量(Tags),而定义变量的规则又往往各取其便,导致对同一物理对象的相同控制变量不能做到统一的、一致的命名。
缺乏公用的数据库和统一的变量命名规则,造成在使用不同软件时不得不进行繁琐的变量转换,重复劳动导致人力资源成本高、效率低下
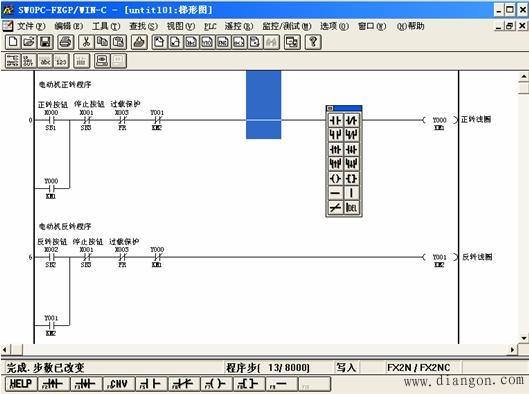
下图所示为梯形图视图, 其特征可 用以下名词描述:
图 梯形图视图 在梯形图视图中可进行程序的生成、编辑、监视等。
图 功能图各符号的功能 首先将光标(深蓝色矩形)放在编辑窗口中欲放置元件的位置,然后在功能图中选择元件类型,例如要输入定时器指令或计数器指令,需用鼠标点击上图中的“
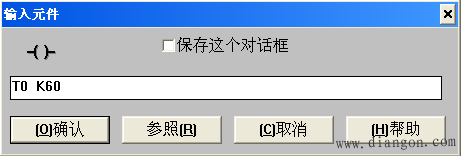
图 输入元件对话框
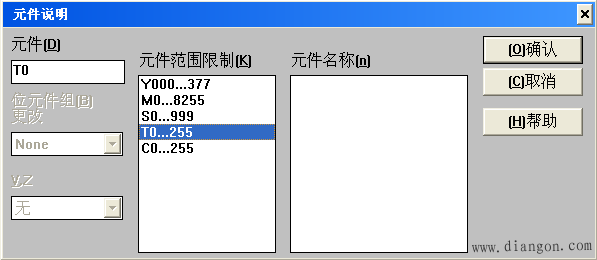
图 元件说明对话框 若需放置方括号表示的应用指令或 RST 等输出指令时,可以直接点击“
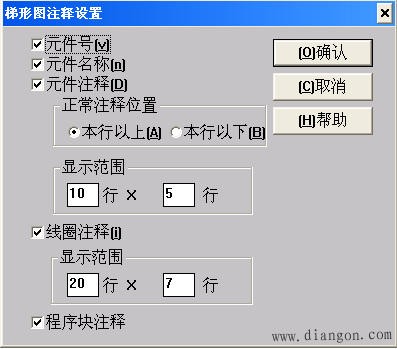
图 注释画面 ( 1 )设置元件名
图 梯形图注释设置对话框 4. 程序的转换和清除 |