河源西门子模块代理商
一、工艺流程
GLM-8型行架式刮油刮渣机主要由驱动机构、行架、刮油耙,刮渣耙、自动控制系统、定位器组成。
沉淀在平流池池底的泥渣在刮渣耙的带动下,逆水由平流池出水尾端向进水首端行驶,将泥渣带入首端的集泥坑,刮渣机行到首端时,自动控制系统指导抬落耙机构的电动推杆进行工作,由于刮油耙和刮渣采用联动,当刮泥耙抬出250mm高度时,刮油耙自动下降250mm,刮油刮渣机实行反向行驶,将浮在平流池上的油由平流池首端向尾端推动,将油刮入设在尾端的集油槽内排出平流池。从而实现一次全过程工作,刮油刮渣还可根据平流池的沉降过程进行半程工作两到叁次再进行一次全程工作,具体运行轨迹见图一,该系统可以根据需要通过面板上的选择开关选择三种运行轨迹,图一中只画了一个周期。
图一:运行轨迹图
自动控制系统设有现场手动、自动和远程控制接口。当刮油刮渣机出现故障时,设备现场声报警装置进行报警,并通过信号通信系统将信号送到中控室报警。
设备的输电系统采用电缆输入电源和信号控制电缆输出信号,电缆在运行过程中悬挂在空中的电缆滑车上,电缆滑车在行架式刮油刮渣机的带动下沿着滑车轨道进行往返工作。
当设备的自动控制系统出现失控时,刮油刮渣机行驶到端头而不能实行反程工作时,可通过设在首尾两端的限位控制装置切断电源,如上述系统全部失控时,设在首尾端的车挡强制将设备控制在限位范围内,从而控制了设备出轨等事故的发生。
二、控制系统说明
3.1硬件说明
该控制系统所用的中央处理器为西门子公司的CPU224 AC/DC继电器输出。S7-200系列是一种可编程逻辑控制器(Micro PLC)。它可以控制多种多样的自动化工业的应用,它紧凑的设计,低廉的价格,以及强大的指令,使得S7-200控制器可以近乎完美地满足小规模的控制要求。此外,丰富的CPU类型和电压等级使其在解决用户的自动化问题时,具有很强的适应性,该控制系统所用的是S7-200系列,不过也可通过该模块上的PROFIBUS-DP接口,通过现场总线将该小系统组态到大系统中。该系统中的CPU224的I/O分配如下表:

控制系统原理框图见图二。
图二: 控制系统原理框图
3.2软件说明
该控制系统软件采用西门子公司的STEP7-MICRO/WIN32的软件编写,PLC控制系统使用功能控制语言,可用多种方法,如梯形图(Ladder)、语句表(STL)、功能图块(FBD)进行设计,软件开发、调试和维护采用多种方法,可有效利用软件资源。
该系统主要用到了子程序调用指令,在主程序中根据用户需要对三种运行轨迹的三个子程序进行调用,从而让刮油刮渣机在不同的条件下运行不同的轨迹。
每一种运行轨迹都是通过软件完成,充分利用了计数、定时等指令,程序流程图如下(图三):
三、应用效果
该控制系统从安装调试成功后,于2001年8月通过甘肃酒钢集团的验收。目前控制系统运行稳定可靠,且操作简单、直观;可实现远距离维护功能,从而减轻了维护强度,故障处理更方便、快速
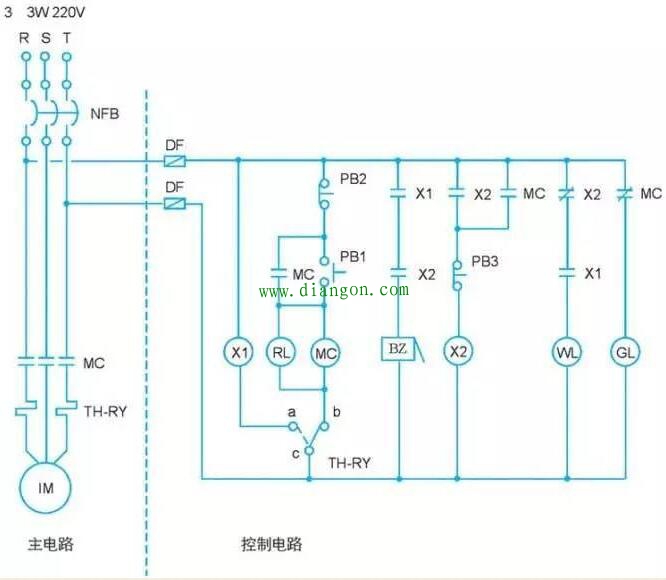
| plc程序设计,一般均采用直觉法,也就是说它植基于电路设计者本身之学习经验,较为主观及直接。须经历一段瞎子摸象的尝试错误(tryanderror)时期,对程序进行除错之后才能符合所需功能或动作要求;因此设计出来的程序因人而异,除了原程序设计者之外,使用者或维修人员较不易理解其动作流程,亦即程序的可读性较低。但程序设计其实有些许脉络可循,祇是坊间的书籍很少提及这一部份。以下姑且抱着野人献曝的心情,以『三相感应电动机故障警报控制』电路为例,由传统电工图转换为阶梯图的过程,浅谈程序设计,相信尔后对于相关的回路转换或程序设计,您或许可触类旁通。 1、传统电工图 已知的三相感应电动机故障警报控制电路,其传统电工图,如图1所示。
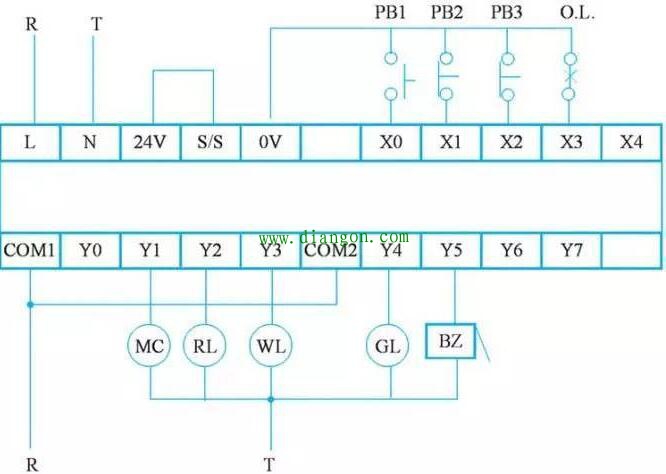
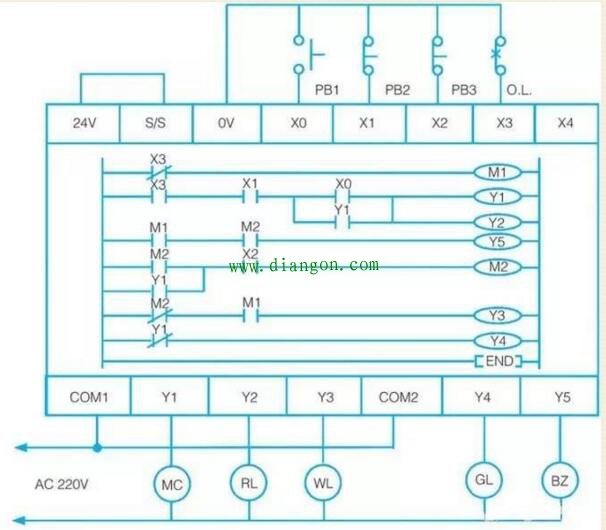
2、动作说明 1.电源正常时,仅绿灯gl亮,电动机不动作。 2.按下启动按钮pb1,电磁接触器mc动作,电动机立即运转,指示灯rl亮,绿灯gl熄。 3.按下停止按钮pb2,电磁接触器mc断电,电动机停止运转,指示灯rl熄,绿灯gl亮。 4.电动机在运转中,因过载或其它故障原因,致使积热电驿th-ry动作,电动机停止运转,蜂鸣器bz发出警报,指示灯rl熄,绿灯gl亮。 5.按下按钮开关pb3,蜂鸣器bz停止警报,白灯wl亮,绿灯gl亮,红灯rl熄。 6.故障排除后,按下积热电驿th-ry复归杆,则白灯wl熄,绿灯gl亮,红灯rl熄,可以重新起动电动机。 3、i/o编码 使用plc,就是以软件程序来取代硬件配线。传统电工图当中,主电路是plc无法取代的;plc可以取代的部份,是控制电路。由传统电工图转换为阶梯图的个步骤,就是i/o编码,亦即将传统电工图中的输入/输出组件,先行确定其在plc中所拟对应之外部输入/输出端子编号,以及外部输入组件接线方式是采用a/b接点,如表1所示。 (a):外部採a接点方式接线 (b):外部採b接点方式接线 4、plc外部接线图 输入/输出组件经i/o编码,并决定外部输入组件是采用a/b接点接线方式后,plc外部接线图如图2所示。图中所示为丰炜vigor-vb系列plc机种,采用npn接线,亦即24v端子与s/s端子并接。
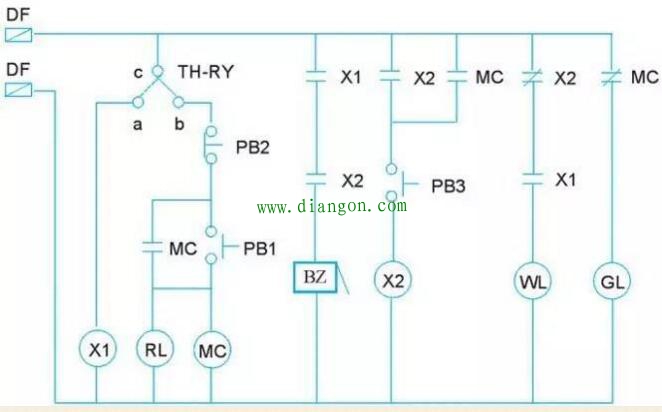
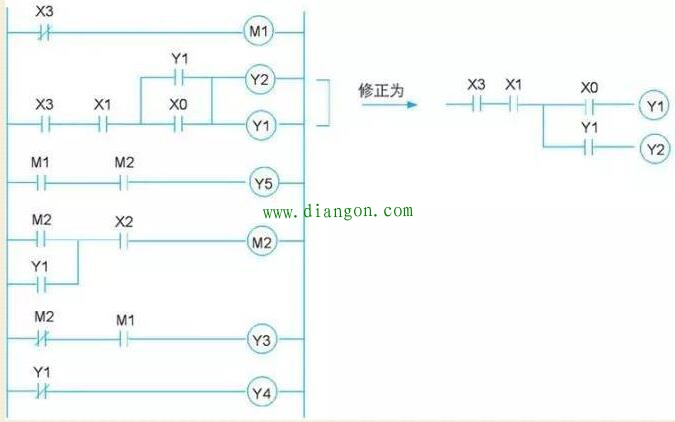
5、plc阶梯图 由传统电工图转换为阶梯图之程序设计步骤如下: (1)将电工图中控制电路直接转成对应阶梯图。因为plc阶梯图中规定,接点在前,输出线圈则必须位于回路的后。故首先须重新绘制电工图,将图中接点与输出线圈位置适度变更,以符合plc阶梯图的要求,重新绘制后的电工图,如图3所示。
(2)以i/o编码后的组件编号,取代电工图中的输入/输出组件,此处要留意的是,th-ry的c-a接点及c-b接点要独立出来,各自成为一个控制回路,如图4所示。
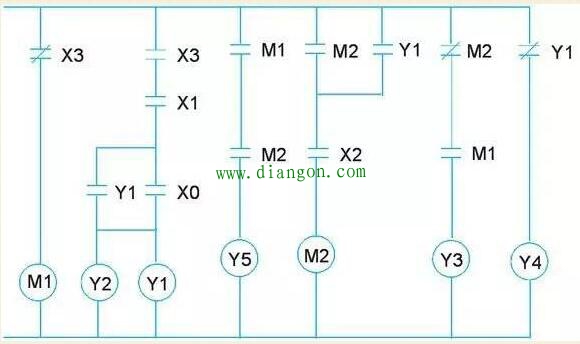
(3)将图4所示的电工图,向左旋转90°,之后再垂直翻转(upsidedown),即可成为plc阶梯图,但因: (1)y1、x0接点, (2)输出线圈y1和y2,不符合一般编程软件格式,故须适度更正,如图5右方所示。
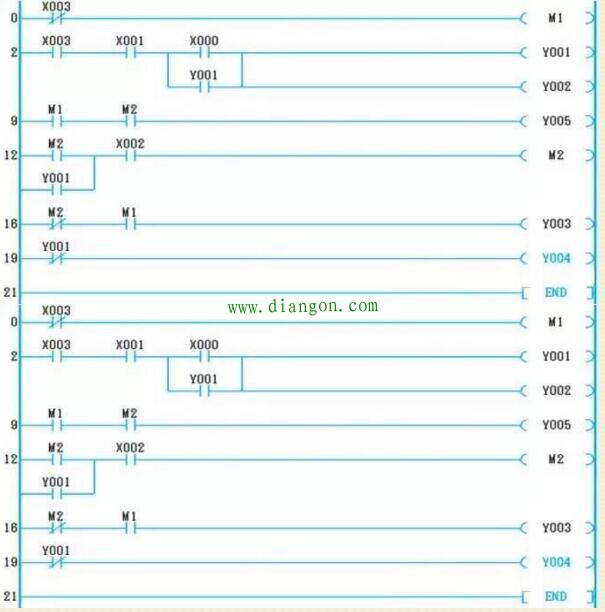
※若您使用visio来绘制电工图,则向左旋转90°,之后再垂直翻转,就变的很easy。 (4)使用编程软件绘制之阶梯图,如图6所示,与适度翻转并修正后的阶梯图,完全相同。
|