

江苏西门子模块代理商
光纤传输技术
PROFIBUS系统在电磁干扰很大的环境下应用时,可使用光纤导体,以增加高速传输的距离。可使用两种光纤导体:一种是价格低廉的塑料纤维导体,供距离小于50m情况下使用;另一种是玻璃纤维导体,供距离小于1km情况下使用。许多厂商提供总线插头可将RS-485信号转换成光纤导体信号或将光纤导体信号转换成RS-485信号。
3. PROFIBUS总线存取控制技术
PROFIBUS-DP、FMS、PA均采用一样的总线存取控制技术,它是通过OSI参考模型第2层(数据链路层)来实现的,它包括保证数据可靠性技术及传输协议和报文处理。在PROFIBUS中,第2层称之为现场总线数据链路层(FDL,Fieldbus Data link)。介质存取控制(M A C, Medium Access Control)具体控制数据传输的程序,MAC必须确保在任何一个时刻只有一个站点发送数据。PROFIBUS协议的设计要满足介质存取控制的两个基本要求:
1)在复杂的自动化系统(主站)间的通信,必须保证在确切限定的时间间隔中,任何一个站点要有足够的时间来完成通信任务。
2)在复杂的程序控制器和简单的I/O设备(从站)间通信,应尽可能快速又简单地完成数据的实时传输。
因此PROFIBUS主站之间采用令牌传送方式,主站与从站之间采用主从方式。令牌传递程序保证每个主站在一个确切规定的时间内得到总线存取权(令牌),令牌在所有主站中循环一周的zui长时间是事先规定的。在PROFIBUS中,令牌传递仅在各主站之间进行。主站得到总线存取令牌时可依照主-从通信关系表与所有从站通信,向从站发送或读取信息,也可依照主-主通信关系表与所有主站通信。所以可能有3种系统配置:纯主-从系统、纯主-主系统和混合系统
用于 PROFIBUS 的 RS485 总线连接器,可用于连接 PROFIBUS 节点或 PROFIBUS 网络部件到 PROFIBUS 总线电缆。
Design
提供有各种类型的总线连接器,可优化用于连接的设备:
总线连接器具有轴向电缆引出线(180°),可用于如 PC 和 SIMATIC HMI OP,传输速率高达 12 Mbit/s,带集成的总线端接电阻
带垂直电缆引出线的总线连接器(90°);
这种接头采用垂直电缆引出线(有或没有编程器接口),数据传输速率高达 12 Mbit/s,带集成的终端电阻。传输速率为 3、6 或12 Mbit/s 时,在带编程器接口的总线接头和编程器之间,需要使用 SIMATIC S5/S7 连接电缆。
有 30°电缆引出线的总线接头(经济型),无编程器接口,数据传输速率***为 1.5 Mbit/s,无集成的总线端接电阻。
PROFIBUS 快速连接 RS485 总线接头(90°或 180°电缆引出线),传输速率***为 12Mbit/s,采用绝缘刺破技术可实现快速简单安装(用于硬线和软线)。
Functions
总线连接器可直接插入到 PROFIBUS 站或 PROFIBUS 网络组件的 PROFIBUS 接口(9 针 Sub-D 接口)中。
可使用 4 个端子在插头中连接进入和离开的 PROFIBUS 电缆。
通过从外部清晰可见的便于接触的开关,可以连接总线连接器中集成的总线端接器(不适用于 6ES7 972-0BA30-0XA0)。在此过程中,连接器中的进线和出线总线电缆是分开的(隔离功能)
我们在工作之余自己学习工业自动化控制,对于在没有任何老师可以去询问的情况下,自己去尝试解决一些问题,当你把所遇到的问题,通过自己用一切办法解决后,那种心情不是能用语言可以去形容。




朋友送给我一个维控的人机界面,工作闲暇之余,我在维控上下载了维控人机界面的软件。又买了根打印机用的方形口数据线。所有的硬件都准备好了。在电脑上把维控人机界面所需要的软件安装好后,试着自己组态了一个画面。因为是次做画面,加上自己对维控人机界面的软件使用有些不太熟练。花费了两个晚上的时间。对于plc和人机界面的连接,我是用了一个九针串口通信口来进行连接的。
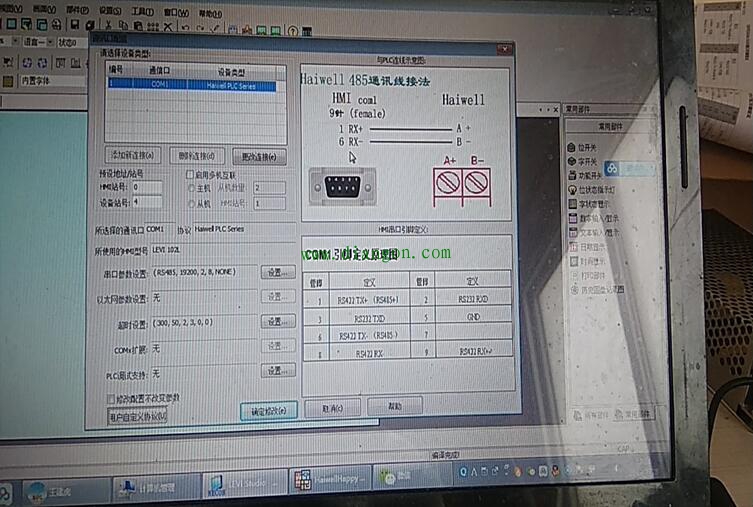
这里还有一个容易弄混淆的概念性问题。我要用电烙铁焊接九针串口连接器的时候由于不知道用哪几个管脚,就打电话问维控人机界面的技术售后人员,我说我用的是RS-485去做通讯,人家说你这样说不对,

RS-485是物理层面上的,类似的还有RS-422;RS-232 ;RJ-45等,一般说来通讯指的是通讯协议就是Modbus;自由口;MPI,PPI,等。如果你用RS-485做连接的话,只需要焊接1-6脚即可。 所有这些连接线焊接完,连接好后,在维控人机界面上组态画面又出现了一个问题.就是画面地址的分配,我用的是X0点,(经后面验证这是不对的,diangon.com版权所有) 因为画面的正传反转按钮都是有人机界面去控制的,不需要去分配输入通道,但是触摸屏按键需要控制PLC内部的软继电器,故分配的地址是M0.这点很重要也是后面在触摸屏上按按钮有没有反应的关键。这些都解决之后,就剩下在软件上进行参数的设置了。
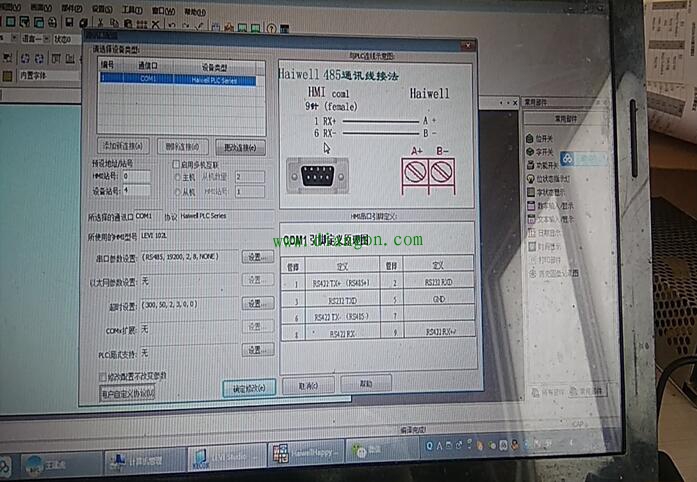
因为用的是Modbus通讯协议,就需要 设置波特率,偶奇效验位,停止位,等等参数的设置。这些设置很重要。

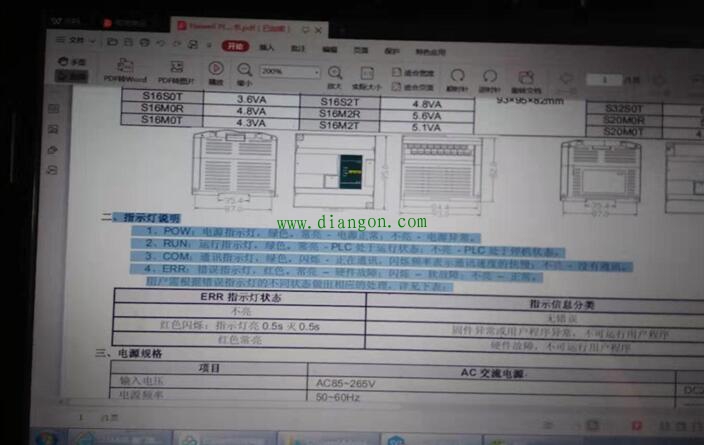
PLC和触摸屏上的参数要一,一的对应 ,我把所有的参数都对应好设置完后。通电测试还是不行并且在触摸屏画面上显示“通讯超时” ,但是PLC和触摸屏上的COM灯 却是闪烁的 ,这证明也是有通讯的我又拿 万用表测量这两根通讯线上的电压直流+5v,那为啥去按触摸屏上的按钮plc没有反应呢?后来发现是软件上的一个参数没有设置对,就是这个画面上的设备站号,之前是默认值,我没有在意,后来发现 设备号不对应为4,我把这个参数改好后,重新编译,(注意凡是在人机界面软件上修改画面,还是修改参数这一步不能少)再下载就可以了。
小结 :这个PLC和触摸屏通讯只是小问题,但是对于我们初入工控门的菜鸟来说,却花了我5 个晚上的时间。总之一句话路漫漫其修远兮,吾将上下而求索。
