

西门子模块6ES7223-1PH22-0XA8安装调试
量身定制的功能数字,模拟,特定的或通讯的-由五个
不同的CPU提供了基本功能的扩展可实现
独立模块的可扩展性。编程是基于易于使用的工程软件STEP7 Micro / WIN的。
因此,在SIMATIC S7- 200微型PLC是在微型自动化领域的可靠,快速,灵活的控制器。

SIMATIC S7- 300通用控制器可以节省安装空间并且具有模块化设计的特点。
大量的模块可根据手头的任务被用于扩展集中系统或创建分散结构的系统,并促进备件成本效益的经济性。凭借其令人印象深刻的创新系列,SIMATIC S7 -300通用控制器成为了一个可以有效节省用户额外投资和维护成本的综合系统。

硬件组态
(1)安装SINAMCIS S120 CBE20的GSD文件
对于PROFIBUS DP 及 PROFINET IO 需要的所有 GSD 文件存在S120的CF卡中,将这些文件拷贝至本地硬盘并解压。
在Step 7的硬件配置中选择 “Options => Install GSD file"

图 2.
GSD V2.0 (gsdml-v2.0-siemens-sinamics-cbe20-yyyymmdd.xml) 可被安装。
GSD文件安装后,设备会出现在硬件组态的如下目录中:
"PROFINET IO => Drives => SINAMICS => GSD => SINAMICS S120 CBE20 from 2.5"。
注意:
? GSD 子文件夹只有在安装DriveES 或 SIMOTION SCOUT后才有效。否则 GSD设备可直接在SINAMICS 文件夹中被找到。
? 如果安装了 DriveES Basic / Simatic 或 SIMOTION SCOUT,则不必安装 GSD 文件。
(2)通过CPU319建立PROFINET IO网络

图 3.
在插入CPU319-3PN/DP时会弹出建立PROFINET IO网络的窗口,在此新建一个PROFINET IO网络并设置此PLC PN节点的IP地址及子网掩码。
(3)将CBE20拖曳至PROFINET总线上(若安装DriveES)

图 10.
注意:S120支持两个周期性通讯接口IF1和IF2,分别通过CU参数P8839.0和P8839.1来定义IF1和IF2的通讯方式,在默认情况下P8839.0= P8839.1=99,就激活了这两个接口的自动模式,如下表所示:

在这种方式下无法实现PROFIBUS DP和PROFINET IO的并行通讯,因此为了实现其并行通讯,需要按如下方式设置:
? P8839[0]=1和P8839[1]=2:PROFIBUS DP 用于同步,PROFINET IO用于周期性通讯
? P8839[0]=2和P8839[1]=1:PROFINET IO用于同步,PROFIBUS DP用于周期性通讯(本例中的设置)

两个周期性通讯接口IF1和IF2的特性如上表所示:
注意:IF2不支持TM41,TM15,TM17,TM/TB,CU与CPU之间的通讯。
一套线缆生产设备的电气控制系统在试运行过程中发生短路跳闸现象,直接造成柜内250A的断路器跳闸,部分线路烧焦,如图:
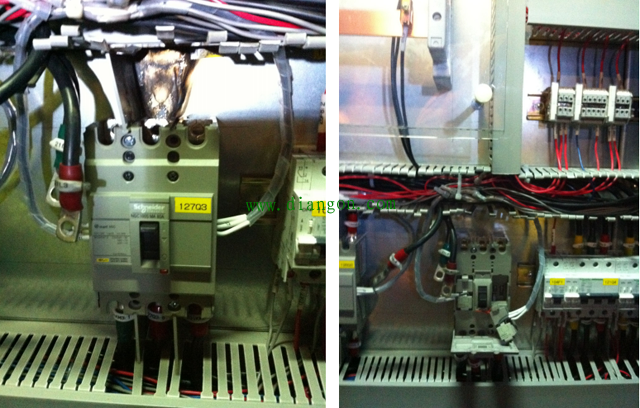
在查看现场找到短路点处置后,分析事故原因:发现是在电气成套厂完成柜体基本加工后,*后需要对裸露的电源母排加装隔离透明塑板,在安装支架的过程中,安装工人未按规范操作,在钻孔攻丝前没有采取必要的防护措施,于是钻孔攻丝产生的铁屑散落入线槽及元器件上,而事后亦未做认真的清理,导致线槽及元器件上接线端子部大量铁屑残存,当系统通电加载时,其中一相电源线的固定螺钉通过散落铁屑与安装底板在负载电流增大时造成爬电短路。所幸线路保护设计合理,短路被局限在很小的范围内,甚至元器件均未损坏,现场很快做了清理并更换了部分线缆后,系统重新上电正常投入生产。用户见已找到故障原因,并且并未造成损失,又很快恢复生产,也就没有追责。
事故柜内残存的铁屑

熔化在螺钉上的铁屑 1
时隔不久,又调试同样的一条生产线,由于这条生产线的控制柜与上一条生产线的控制柜的成套厂是同一家,而且生产间隔时间很短,基于上次事故的教训,在系统上电前对控制柜做了 2 次比较细致的柜内清扫,但不幸的是,在试运行期间还是发生了同样的短路事故,这一次导致主回路 250A 断路器跳闸,用户配电的保险丝一相被炸断。

如出一辙的短路现象

熔化在螺钉上的铁屑 2

磁性改锥在拆卸空开时吸附到的大量铁屑
这真是见鬼了,的确让人恼火,认真清理了 2 次还是同样的结局。然而当见到拆下的螺钉以及在拆卸空开时磁性改锥上大量吸附的铁屑时,可以确定事故的原因与上一次如出一辙。
但奇怪的是:1.做柜内清理的时候表面的铁屑都已清理干净了,用毛刷一边刷一边用吸尘器吸,怎么还会有这么的铁屑残留呢?2.为啥偏偏 2 次都是这种断路器开关出问题呢?

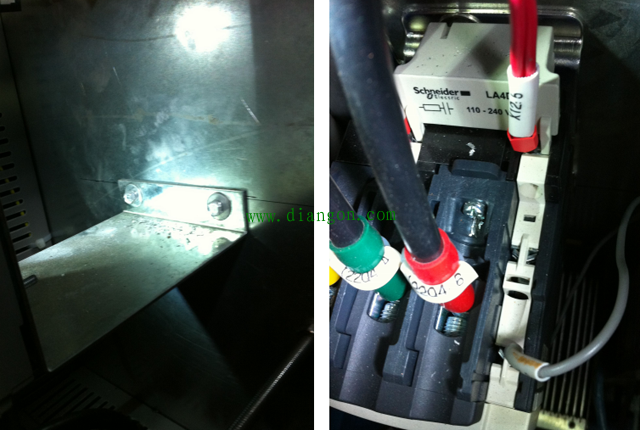
空开的上部端子构造及两次清理后仍有残留铁屑
于是亲自拆下事故断路器,仔细查看,原来是这种断路器的上部端子的构造也存在不合理之处:
1、当断路器接好线,插上相间隔板的状态下,清扫时对于散落在断路器上部端子中间那相的铁屑是根本无法清理掉的,那几乎就是个密闭的空间,只有拆卸清理后重新安装接线才能彻底解决金属屑落入的问题。
2、与其他元器件不同,该断路器的接线紧固螺钉是穿透式的,紧固完线鼻后,螺钉距金属安装底板的间距不足2cm,当大电流通过,散落在后面沟槽的铁屑会被大电流吸引过去,从而导致瞬间的对地短路。

至此,两次短路事故的真正原因总算被彻底搞清楚了,施工不规范导致铁屑散落是两次事故的主诱因,但第一次事故发生后,由于急于消除故障恢复生产,未能作细致的故障原因分析,从而未能发现所选断路器有设计上的缺陷,因此也就未能采取行之有效的应对措施,这是导致第二次事故发生的根本原因。同时,控制系统柜体在成套厂加工时,现场监督的缺失,出厂验收的不严格,柜体带着严重的安全隐患出厂,也是导致这两次事故的重要原因之一。
教训往往是惨痛而又深刻的,面对这样的教训,一味强调客观原因其实无助于问题的解决,很多的客观原因并不是我们能够掌控的,那么从我们自身的角度出发,我们主观上是否能够避免这些事故的发生,比如我们对产品安装特性更加的熟悉,比如我们对于成套的规范和标准更加熟悉,比如我们对事故的分析经验更多一些,比如在加工时现场的监管更加有效一些,等等,在*终现场是没有什么比如的,前行的路上我们的确还有很多问题需要认真地去解决。
- 西门子模块6ES7223-1BH22-0XA8安装调试 2024-05-08
- 西门子模块6ES7223-1HF22-0XA8安装调试 2024-05-08
- 西门子模块6ES7223-1BF22-0XA8安装调试 2024-05-08
- 西门子模块6ES7222-1HD22-0XA0安装调试 2024-05-08
- 西门子模块6ES7222-1BD22-0XA0安装调试 2024-05-08
- 西门子模块6ES7222-1HF22-0XA8安装调试 2024-05-08
- 西门子模块6ES7222-1EF22-0XA0安装调试 2024-05-08
- 西门子模块6ES7222-1BF22-0XA8安装调试 2024-05-08
- 西门子模块6ES7221-1EF22-0XA0安装调试 2024-05-08
- 西门子模块6ES7221-1BF22-0XA8安装调试 2024-05-08