

西门子模块6ES7288-1ST20-0AA1
顺控程序中包含步和转移,在步中编辑程序实现对工艺设备的控制;SFC chart允许用户通过图形化的方式组态和调试顺控程序,单个SFC chart中可以创建8个顺控程序。 SFC chart 有16种状态,如图1所示;而顺控程序仅有五种状态,如下图2所示。
SFC chart和顺控程序的状态结构 |
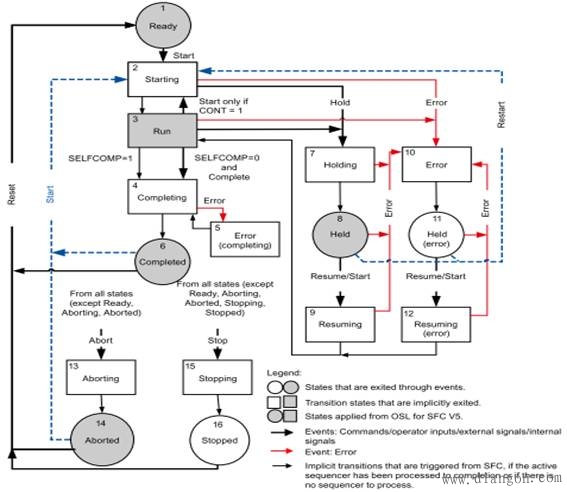


SFC chart是顺序功能图(Sequential Function Chart)的简写,SFC chart有16种状态,如下图1所示:

图1 SFC chart状态结构图
· 稳定状态:需要通过事件触发才会退出该状态,包括:Ready、Run、Completed、Aborted、stopped、Held、Held(error)
· 非稳定状态:不需要事件触发,顺控程序执行完之后会自动退出该状态,包括:Starting、Completing、error(Completing)、Holding、Error、Resuming、Resuming(Error)、Aborting、Stopping
注:
Ready状态也称为Idle,Abort命令也称为Cancel
· 图中黑色细线表示顺控程序会在处理完毕之后会自动转入下一个状态,例如StartingàRun,holdingàheld等
· 图中黑色粗线表示事件触发,即状态改变需要事件触发,例如ReadyàRun需要Start命令。事件可以是命令、条件、外部信号、内部信号。SFC chart的命令窗口如下图2所示:

图2 SFC chart的命令窗口
SFC chart简单的状态变化如下:
1) SFC chart初始状态为Idle,Start命令将SFC chart从“Idle”转换到“Starting”状态。
2) “Starting”状态下的顺控程序执行完成后,SFC chart会自动进入”Run”状态。
3) “Run”状态的改变受SELFCOMP参数影响。SELFCOMP=1时,”Run”状态的顺控程序执行完成后SFC chart会自动进入“Completing”状态;SELFCOMP=0时,需要Complete命令才能使SFC chart由“Run”状态转换到“Completing”状态。
4) “Completing”状态的顺控程序执行完成后,SFC chart会自动进入“Completed”状态,
5) SFC chart会稳定在“Completed”状态,直到受到新的事件触发,例如“Reset”命令会使SFC chart回到“Idle”状态;Start命令会使SFC chart回到“Starting“状态
plc与hmi通讯不上主要是有3点原因:
1, PLC的类型你选对没有,是三菱的还是西门子,具体的如果是S7-200就只能用S7-200,S7-300直接连接的话就要用S7300MPI,一般的PLC只要是支持MODBUS的协议的基本都是可以跟Samkoon的HMI连接的,这个时候你的PLC类型就选择MODBUS RTU.
2,还有就是PLC属性的设置,它的站号,IP地址输入正确与否以及s7-200、s7-300与以太网的练级设置是否良好.
3通讯的参数设置一定要一致,波特率啊,校验,停止位等等PLC要跟HMI一致.
4,就是通讯线的阵脚定义了,你用什么PLC,RS232还是RS485?
那么怎么样去判断到底是硬件还是软件设置有问题了?
用在线模拟,首先你先把PLC直接跟电脑连接在一起,用PLC的软件跟永宏PLC通讯上,软件关掉PLC的软件,运行你将要下载到HMI里面的图片,保存,编译,在线模拟,如果PLC跟电脑连接上了,那就是第3点通讯线有问题,换根线就OK了.
如果在线模拟通讯不上,那证明你的通讯参数没有设置好,上面就是HMI设置通讯参数的位子,可以依次来设置
- 西门子模块6ES7288-1SR20-0AA1 2024-05-08
- 西门子6ES7288-1CR60-0AA1 2024-05-08
- 西门子6ES7288-1CR40-0AA1 2024-05-08
- 西门子6ES7288-1CR30-0AA1 2024-05-08
- 西门子6ES7288-1CR20-0AA1 2024-05-08
- 西门子6ES7288-1CR60-0AA0 2024-05-08
- 西门子6ES7288-1CR40-0AA0 2024-05-08
- 西门子6ES7288-1ST60-0AA1 2024-05-08
- 西门子6ES7288-1SR60-0AA1 2024-05-08
- 西门子6ES7288-1ST40-0AA1 2024-05-08